プリント設定の項目をもれなく解説していくシリーズ第7弾。インフィル編の第2弾です。今回は「外側インフィル壁の数」から「インフィルオーバーハング角度」までです。
毎回、お断りしていますが、Anycubic Mega-s しか持っていませんので、Mega-s にない機能の設定項目は除外します。デフォルト値も Mega-s 固有のものかもしれません。
- 外側インフィル壁の数(Extra Infill Wall Count)
- キュービックサブディビジョンシェル(CUbic Subdivision Shell)
- インフィル公差量(Infill Overlap Percentage)
- インフィル公差(Infill Overlap)
- インフィル移動距離(Infill Wipe Distance)
- インフィル層の厚さ(Infill Layer Thickness)
- インフィル半減回数(Gradual Infill Steps)
- インフィル半減高さ(Gradual Infill Step Height)
- インフィル優先(Infill Before Walls)
- 最小インフィル領域(Minimum Infill Area)
- インフィルサポート(Infill Support)
- インフィルオーバーハング角度(Infill Overhang Angle)
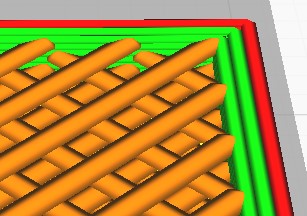
外側インフィル壁の数(Extra Infill Wall Count)
この設定により、インフィルとインナーウォールの接合部分にインフィルを囲うように壁が追加されます。
インナーウォールやスキンウォールを増やすのと似ていますが、それらには無い役割があります。例えば、
インフィルの上にトップスキンが載る最初のレイヤーでは、左図のようにトップスキンのライン下に何も無い場所が存在し、そのラインが垂れないためにはインナーウォールとの接着に頼るしか有りません。この時、もしインフィルウォールがあれば、その上に載ることができます。また、凹みのある形状の底部分において、右図のようにスキンラインが空中で終了することを防いでくれます。(これについては、スキンウォールでもできます)
重量、フィラメント使用量および印刷時間が増えますので、インフィルウォールの有無についてよく検討する必要があります。
キュービックサブディビジョンシェル(CUbic Subdivision Shell)
インフィルパターンでキュービックサブディビジョンを選択している場合に、インフィルの密度を変える境界線を内部に移動させます。
数値を増やすと結果的に密度の高い部分が増え強度が増しますが、フィラメント使用量や印刷時間が増えてしまいます。モデルの大きさとここの値次第ではキュービックと同じパターンになってしまいます。また、負の数を入れ密度を下げることもできます。
インフィル公差量(Infill Overlap Percentage)
インフィル端部とインナーウォールが接触する部分の重なり具合を設定します。重ねる量を増やすとインナーウォールとの接着力が増し、強いパーツとなります。重ねすぎるとインフィルのパターンが表面に響いたり、外寸に影響が出てしまいます。
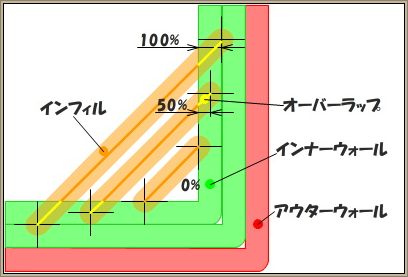
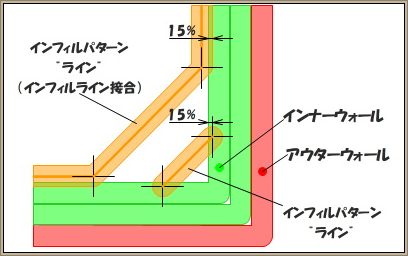
この設定は、ライン幅に対する割合で、重なり具合を指定します。ノズルの中心がインナーウォールの端で止まり、全く重ならないのが0%です。ただ、この場合でも、図で見るように押し出されたフィラメントはインナーウォールに重なります。50%を超えるとインナーウォールの反対側にでてしまいます。
ノズルの中心基準で考えるこの位置関係はインフィル端部がインナーウォールで終了する場合に限ります。インフィルパターンのジグザグのようにインナーウォールで終了せず壁に沿って次のラインへ繋がる場合は、インフィルのラインとインナーウォールのラインが実際に重なる割合を指定します。通常はインナーウォールで終了するパターン(ラインなど)でも、インフィル接合の設定で端部を接合した場合はジグザグの時と同じ位置関係となります。
(今、お話しした全ての場合において、対象となるラインの幅が同一であることが前提での値です。それぞれのライン幅が異なると、重なり具合が微妙に変化します。これらについては調べ切れていません。)
重なるウォールの対象はインナウォールのみではなく、傾斜した斜面などではスキン(左図)と重なりますし、インフィルウォールを設定している場合はインフィルウォール自身(右図)が対象となります。
インフィル公差(Infill Overlap)
ここでは、インフィルの重なり具合を割合ではなく、量で指定します。インフィル公差量と各ライン幅の設定値により自動的に変更されます。ここの設定値を変更するとインフィル公差量はグレーアウトします。
インフィル移動距離(Infill Wipe Distance)
インフィル終端部でのオーバーラップ動作後に、同じ方向に僅かに進むワイプ量を指定します。ライン幅などにより自動的に変更されます。
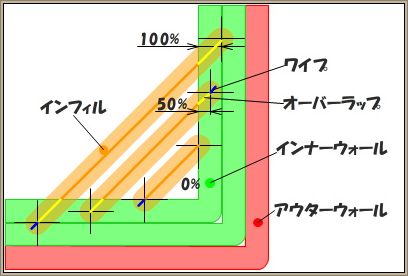
オーバーラップと似たような動作ですが、ワイプ時にはフィラメントの押し出しは行っていません。残圧により押し出されるインフィルによって、インナーウォールとの接着が増します。この動作は終了の端部にのみ発生します。
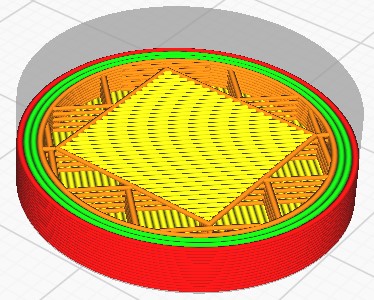
インフィル層の厚さ(Infill Layer Thickness)
インフィルの高さを他のレイヤーより高くして印刷時間の短縮を目指します。通常のレイヤー高さの倍数である必要があります。間違って入力してもエラーは出ません。適当にまるめられます。
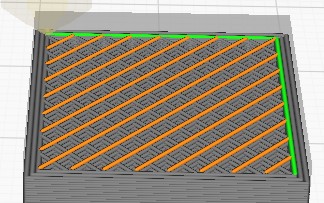
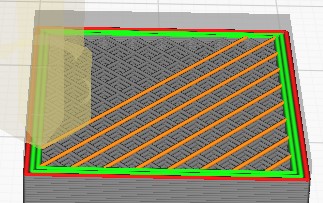
図では通常のレイヤー高さの2倍の値で印刷しています。二層に一回インフィルを印刷します。プレビューの画面では横に広がっていますが、現実には下に空間があり、そちらに流れるのでそんなに幅広くなりません。
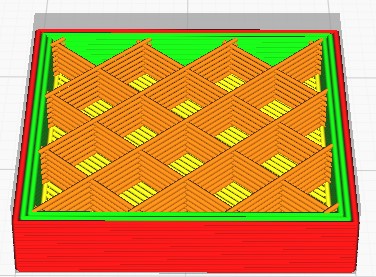
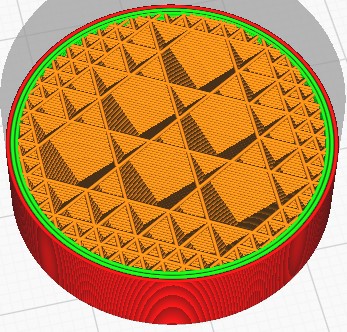
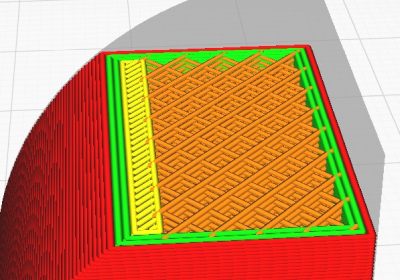
インフィル半減回数(Gradual Infill Steps)
下層へ行くほどインフィル密度を下げることにより、トップスキンを支える上層は高密度を保ち綺麗な平面を実現しつつ、印刷時間とフィラメントの消費を抑えることを目標とする設定です。ここでは、段階的に変える密度のステップ数を設定します。
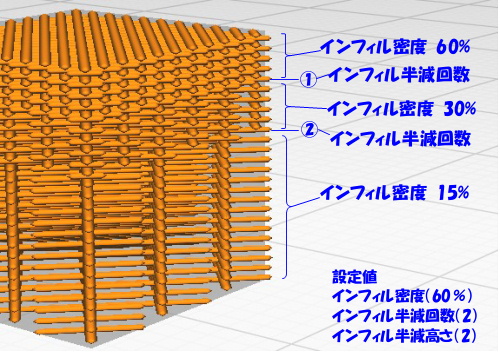
上図はインフィル半減回数を2に、インフィル密度を60%に設定した例です。密度の変更が2回発生するので、3種類の密度で印刷されます。インフィル密度で設定した値が最上部の密度で、変更されるごとに半分の密度になります。したがって、上層より60%、30%、15%で印刷されます。
ちなみに、プリント設定の推奨モードのインフィル半減にチェックを入れると、インフィル密度90%、インフィル半減回数5、インフィル半減高さ1.5mmに設定されますので、最上層は90%の高密度でも、最下層では約2.8%の低密度になります。
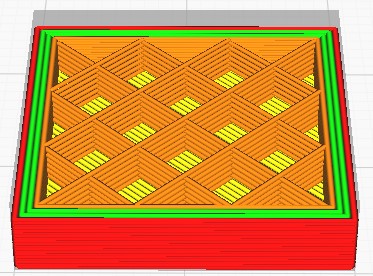
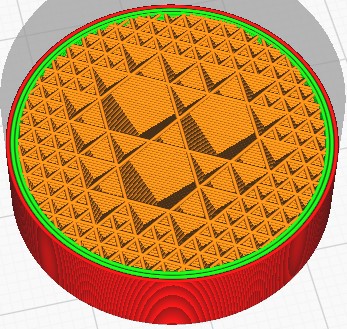
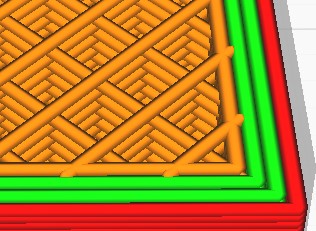
インフィル半減高さ(Gradual Infill Step Height)
この項目はインフィル半減回数に1以上の値を設定すると表示されます。密度を変えるタイミングをインフィルの厚さで指定します。
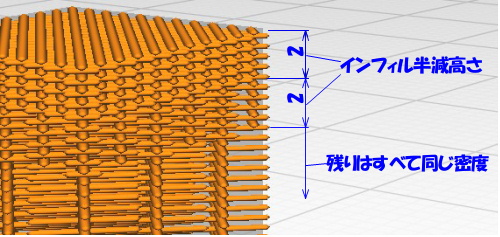
上図の場合、インフィル半減高さを2mmに、レイヤー高さを0.2mmに設定していますので、10層ごとに密度が変わっています。最後の変更より下層がインフィル半減高さより厚い場合はすべて最終の密度で印刷されます。
インフィル半減回数とインフィル密度の設定次第では、下層の密度がかなり低下しますので、インフィルラインの下方へのたわみが発生します。インフィル自身でそれを修復できる十分な厚さを指定する必要があります。
インフィル優先(Infill Before Walls)
ウォールを先に印刷するか、インフィルを先に印刷するかを選択します。
デフォルトではインフィルを先に印刷します。この場合、ウォール印刷時にインフィルでしっかりとウォールを保持しますが、インフィルにより外側へ押されるため、インフィル形状が表に響いたり、寸法の精度が悪くなります。反対に、インフィルが後の印刷では、インフィル印刷時にはウォールは固化していますので、インフィル形状が外に響くのを防ぎます。
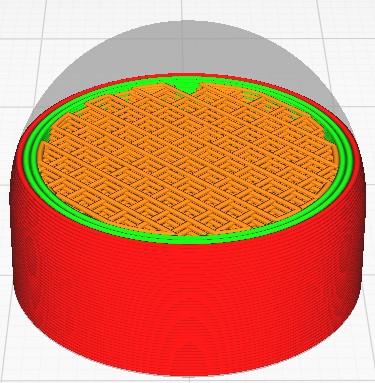
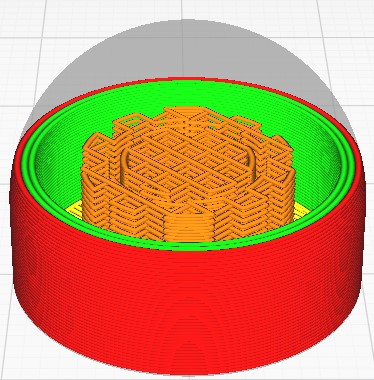
最小インフィル領域(Minimum Infill Area)
ここで設定した面積より狭いエリアでは、インフィルの代わりにスキンで印刷をします。0を設定すると、この機能がOFFになります。デフォルトは0です。
たとえば、細い部分の強度を確保したいときに、その部分の面積より大きい値を入力すると、通常インフィルであるところがスキンで埋め尽くされます。
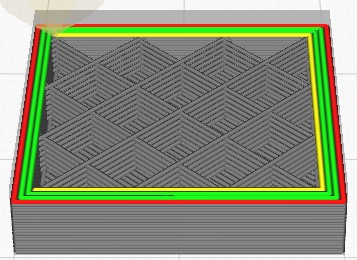
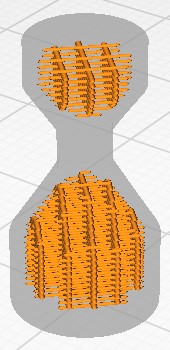
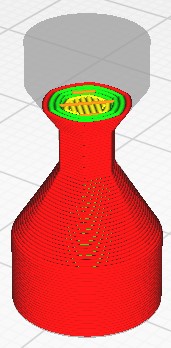
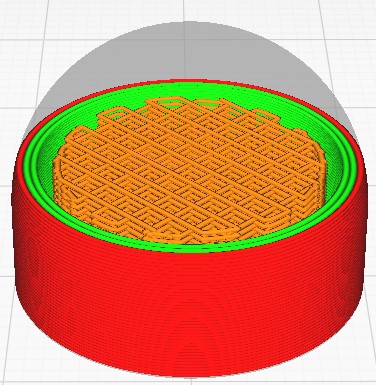
インフィルサポート(Infill Support)
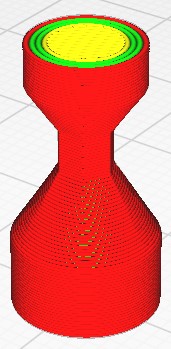
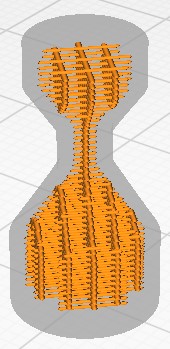
ここをチェックするとインフィルをサポートとして扱います。中空モデルの内部で、サポートがトップスキンを保持するのと同じように、インフィルがトップスキンを保持するためだけに生成されます。垂直に近い壁の内側にはインフィルが存在しなくなるので、強度は低くなりますが、軽量化、フィラメントの削減、印刷時間の短縮に効果があります。
インフィルオーバーハング角度(Infill Overhang Angle)
インフィルサポートをチェックすると表示されます。サポートが必要な面のオーバーハング角度を指定します。この角度より大きいオーバーハングをサポートします。
2021/04/30:追記
4.8.0について書いてきましたが、先日、4.9.0がリリースされました。これに伴い4.8.0については中止し、4.9.0バージョンで完全解説を目指します。4.9.0情報はこちらです。




コメント