
プリント設定の項目をもれなく解説していくシリーズ第5弾で、「外郭(shell)」についての第4弾です。今回は「外側表面の数」から「表面公差」までです。そうです。やっと外郭が終わります。
毎回、お断りしていますが、Anycubic Mega-s しか持っていませんので、Mega-s にない機能の設定項目は除外します。デフォルト値も Mega-s 固有のものかもしれません。
まず、はじめにモデルの各部位を表す言葉の定義をしておきます。今までCuraの翻訳にしたがって書いてきましたが、統一されていないところがありましたので、理解の弊害になっていたと思われます。今回より、次の言葉で表現します。
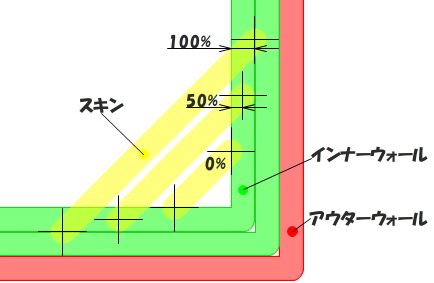
アウターウォール:一番外側の壁(赤色の線)
インナーウォール:内側の壁。複数ある場合は全てを指す。(緑色の線)
ウォール:アウターウォールとインナーウォールの全てを含む壁全体
トップスキン:上層の天井部分(黄色の線)
ボトムスキン:下層の床部分(黄色の線)
スキン:トップスキンとボトムスキンの両方(黄色の線)
ライン:押し出されたフィラメントの線
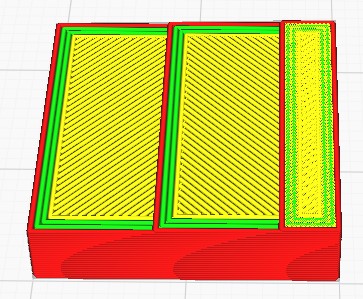
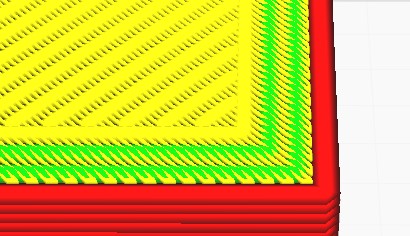
外側表面の数(Extra Skin Wall Count)
[上層/底層パターン] で直線またはジグザグを選択した場合に設定できます。
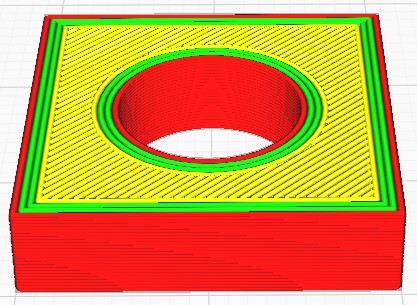
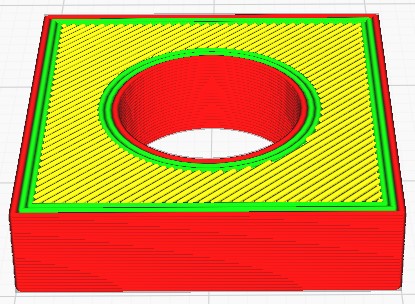
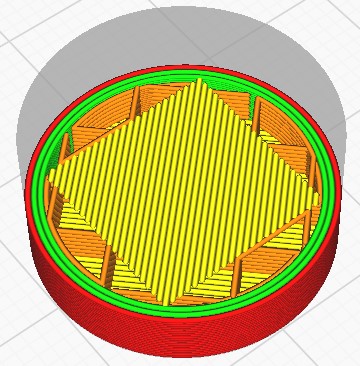
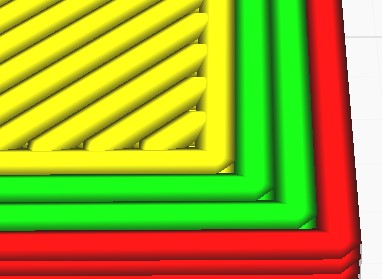
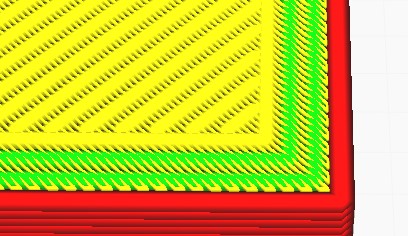
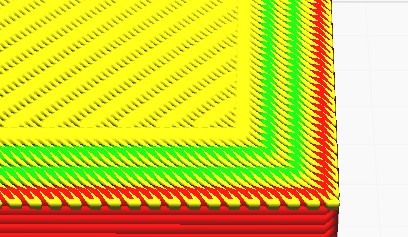
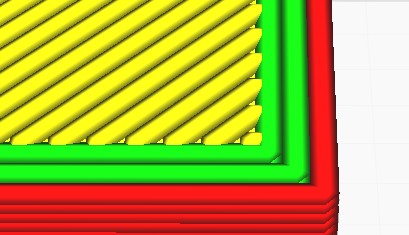
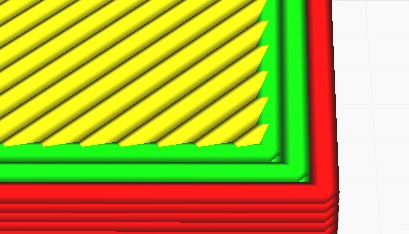
この値を0にした場合、スキンのライン端部は最も内側のインナーウォールに接合されます。(右図)
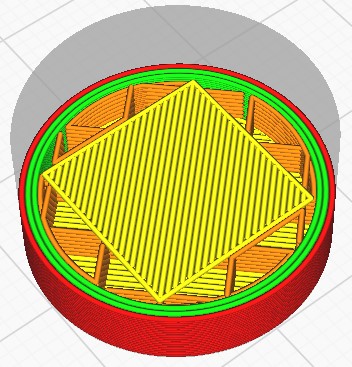
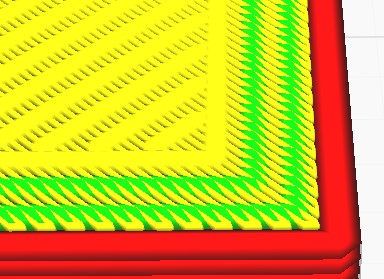
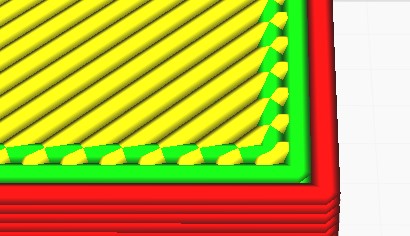
1以上を設定した場合は、スキン領域の縁を、設定した本数のラインで囲み、そのラインに接合されます。(左図)
ラインが色分けされていなければ、インナーウォールが増えたのと同じように見えて違いを感じられませんが、形状によっては重要な意味をもってきます。
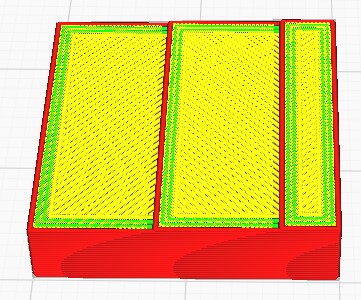
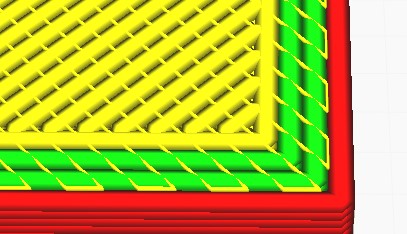
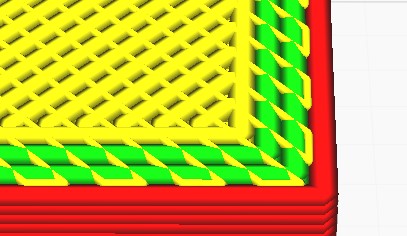
中央部にへこみのあるような部品(左図)の場合、へこみ部分のスキンが印刷される一層前では右図のようなインフィルがあります。
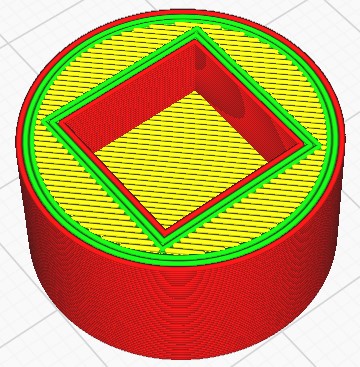
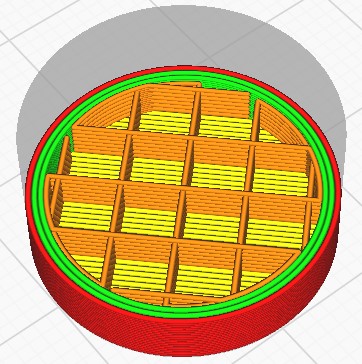
次層でいきなりスキンが印刷されますが、スキンの端部に下層のラインが無いところがありますので、端部が保持されず垂れてしまいます。(左図)
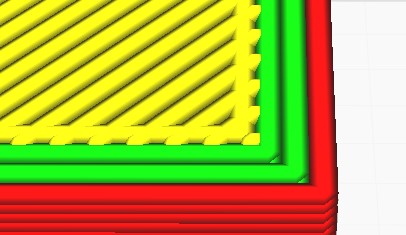
スキンの外周部にラインを追加した場合、直線部分より先に外周部が印刷されますので、直線のライン端部がそれに接合され問題を解決します。
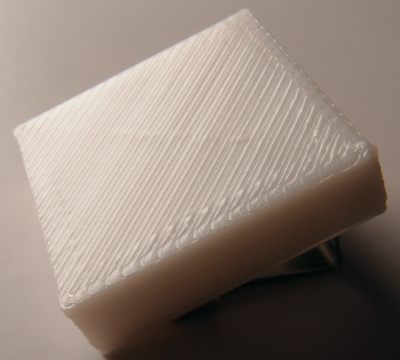
アイロン有効(Enable Ironing)
アイロン有効にチェックを入れると上面を滑らかにするために、少量のフィラメントを押出しながら細かいピッチのパターンで全面を移動します。アイロンの動作時は最終レイヤーと同じ高さで行われますので、高温のノズルが細かいピッチでゆっくり動くことにより、最終レイヤーを再び溶融させます。この動作のみでも滑らかになりますが、通常、僅かにフィラメントを押し出します。押し出されるフィラメントは、表面の凸凹の凸の部分では事実上隙間はありませんので、ノズルの内圧を維持し、凹の部分で流れ込むことになります。アイロンをかけた面は大変綺麗になりますが、細かいピッチで印刷速度自体も遅いので非常に印刷時間が長くなります。


縦横20mm、高さ5mmの立方体を印刷したときの印刷速度とフィラメント使用量を比較してみました。
主な条件は以下の通りです。
レイヤー高さ:0.2mm
ライン幅:0.4mm
アイロン線のスペース:0.1mm
アイロンフロー:10%
| 印刷時間 | フィラメント使用量 | |
|---|---|---|
| アイロン OFF | 11分14秒 | 594mm |
| アイロン ON | 15分55秒 | 606mm |
最上層のみアイロン(Iron Only Highest Layer)
トップスキンが複数存在するモデルの最上部のみをアイロンの対象とする設定です。
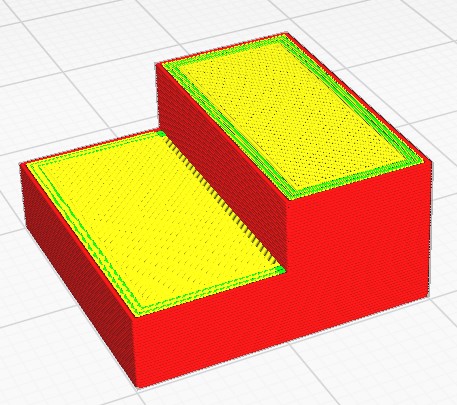
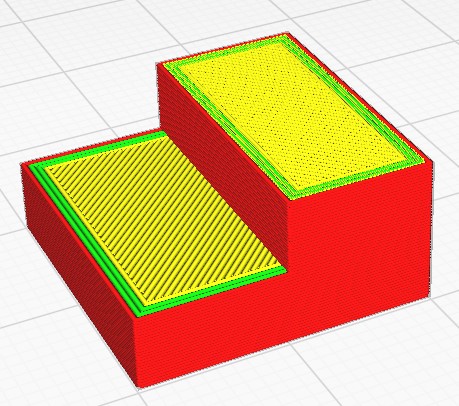
傾斜面のトップスキンを持つ場合です。下図は20mm四方で高さの差が左右で0.5mmあるモデルです。レイヤー高さは0.2mmです。
テーブルに複数のモデルを配置したときは、それぞれのモデルの最上面が対象です。

アイロンパターン(Ironing Pattern)
アイロンをかけるときのパスのパターンをジグザグ、同心円から選択します。
ジグザグ
スキン印刷時のパターンと同じです。上面に穴などがあると、パターンが分断され境界線が目立ちます。スキン印刷時のようにパターンの角度を指定することは出来ませんが、アイロンする面のパターンに直交するように制御されるようです。
同心円
内側から外側に囲んでいきます。ジグザクより境界線が抑えられる場合があります。注意すべき点は、中央部で囲みが非常に小さくなると、中心付近にノズルが必要以上に留まるため、材料が溶融しすぎて表面に目に見えるスポットが発生する場合があります。
アイロン線のスペース(Ironing Line Spacing)
アイロン時のパスの間隔を指定します。これが狭いほど効果がありますが、印刷時間と相談する必要があります。
アイロン線のスペースが0.1mmと0.4mmの場合を比較してみました。サイズは縦横20mm、高さ5mmです。
レイヤー高さ:0.2mm
ライン幅:0.4mm
| アイロン線のスペース | 印刷時間 | 最上面の印刷時間 |
|---|---|---|
| 0.1mm | 15分55秒 | 5分27秒 |
| 0.4mm | 12分26秒 | 1分59秒 |
アイロンフロー(Ironing Flow)
表面の凸凹を埋めるのに十分なフィラメントを押し出す必要がありますが、その量を設定するのがアイロンフローです。通常の押し出し量に対する割合で指定します。デフォルトは10%です。例えば、ライン幅0.6mmの太いラインで印刷するために通常のフローを増加させた場合、値は10%のままでも、その分アイロン時のフローも増えます。
アイロン線のスペースを広くした場合は、パスが減ってもフローが増えるわけではありませんので、意識的に調整する必要があります。
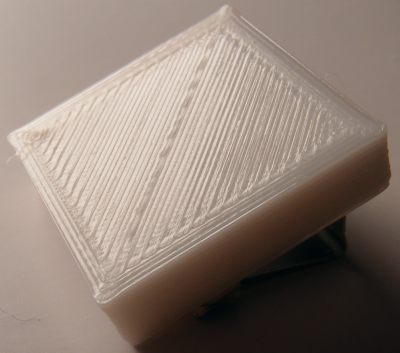
下図はアイロン線のスペースを0.4mmにしてフローを40%にしたイメージと実際の印刷結果です。
アイロンインセット(Ironing Inset)
この設定はアイロンの範囲が外縁から何mmくらい内側になるかを指定します。デフォルトでは、アウターウォールの内縁付近までで、ライン幅などの他の設定の影響により自動的に値が変化します。(左図)
外縁ぎりぎりまで範囲を広げるとフィラメントがアウターウォールを超えてしまい、バリが出たような感じになります。(右図)

写真ではわかりにくいですが、アウターウォールからアイロンで押し出されたフィラメントがはみ出ています。
アイロン速度(Ironing Speed)
アイロンの動作はスキンが印刷される速度よりも大幅に遅くなります。デフォルトは [上面/底面速度] の3分の2になっています。材料により適した速度があるようですが、まだ、色々試したことがありませんので、これ以上ふれないでおきます。
アイロン加速度(Ironing Acceleration)
アイロン時の加速度を個別に設定できます。デフォルトは [上面/底面加速度] と同じ値で、自動的に設定されます。アイロン速度自体が遅いのでこの値はそんなにこだわらなくて良い気がします。想像で話しています。
アイロンジャーク(Ironing Jerk)
アイロン時のジャークを個別に設定できます。デフォルトは [上面/下面ジャーク] と同じ値で、自動的に設定されます。ジャーク値が高すぎるとプリンターの振動などで上面の品質が落ちることがあるとのことですが、加速度同様にアイロン速度自体が遅いので、デフォルト値で問題ないと思います。
表面公差量 (Skin Overlap Percentage)
スキンの端部を一番内側のインナーウォールとどの程度重ねるかをライン幅の割合で指定します。デフォルトでは5%になっています。多く重ねるとインナーウォールとの接着力が増しますが、押出過多となります。
この項目と次の [表面公差] は [上層/底層パターン] が同心円の場合は表示されません。
スキンを押し出しているノズルの中心がインナーウォールの内側に達した所が重なり0%です。
[外側表面の数] で1以上を設定している場合はスキンを囲んでいるスキン自身のラインが重なりの対象となります。
2021/04/25:追記
初稿時に表面公差量のデフォルトを10%と記していました。5%が正解です。失礼いたしました。
表面公差(Skin Overlap)
[表面公差量] の値により自動的に入力されています。スキンの重なりを割合ではなく、ノズルの中心がインナーウォールにmm重なっているのかで入力したい場合はこの項目を書き換えます。ここを設定すると [表面公差量] はグレーアウトします。
あとがき
やっと外郭が終わりました。実際に印刷したり、Gコードを読んで確認したり、信頼の置ける情報を探したりで、結構時間が掛かりました。嘘は書いてないつもりですが、想像の部分のありますので、鵜呑みにしない方が良いかもしれませんよ。次からインフィル編に突入です。相変わらずのんびりいきます。
では、今日はこの辺で。
2021/04/26:追記
Cura 4.9.0 の正式版リリースに伴い記事リニューアル。よろしかったらどうぞ。


コメント