
プリント設定の基本的な項目から皆目見当も付かない設定まで、もれなく解説していくシリーズ第3弾で、「外郭(shell)」についての第2弾です。
前回もお断りしましたが、Anycubic Mega-s しか持っていませんので、Mega-sにない機能の設定項目は除外します。お許しください。
2021/04/26:追記
Cura 4.9.0 の正式版リリースに伴い記事リニューアル。よろしかったらどうぞ。

上層/底層パターン(Top/Bottom Pattern)
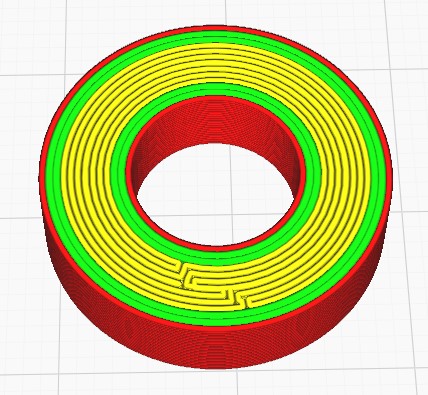
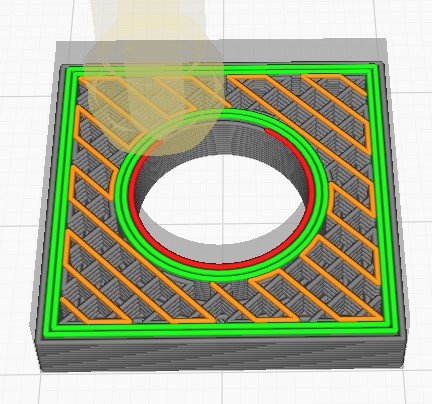
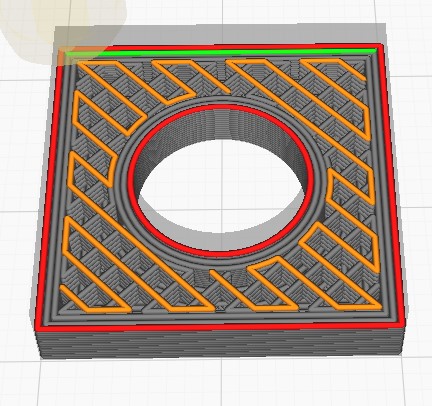
この設定では、モデルの上面と下面(図の黄色のライン)を埋めるパターンを選択します。”直線” ”同心円” ”ジグザグ”の3種類の中から選択できます。
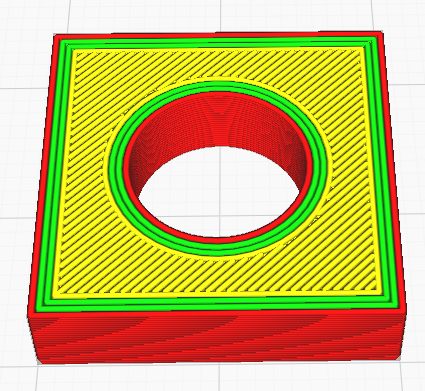
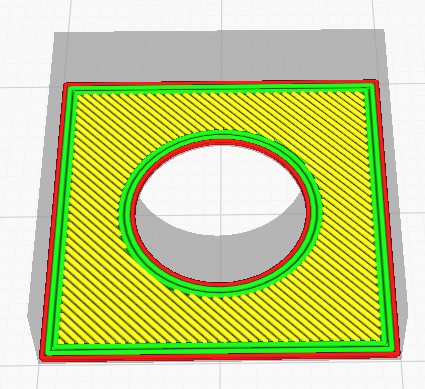
直線
デフォルトのパターンです。全体を直線を埋めていきます。埋めていく角度は45度で、線の方向はレイヤー間で交互になります。この角度を変えることもできます。
壁への付着が強く、比較的強い部品を作成できます。
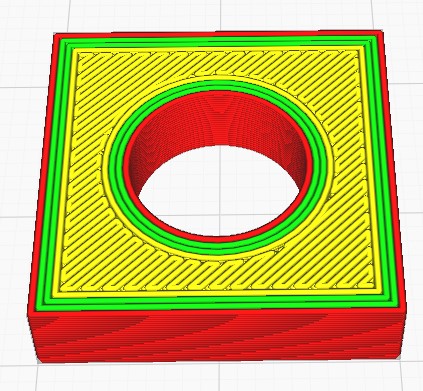
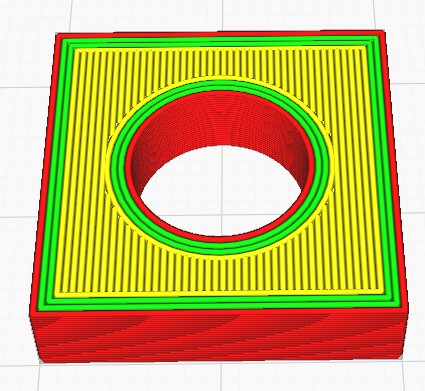
ジグザグ
直線のパターンと似ていますが、壁面でラインを終了するのでなく、壁際を進み次のラインに向かいます。フィラメントの押出が連続的で、一定の押出速度を保てますので、押出が不安定なフィラメントに有効です。直線と同じく角度を変更できます。
壁と線で接している部分があるため、強いように感じますが、直線の方が強いようです。
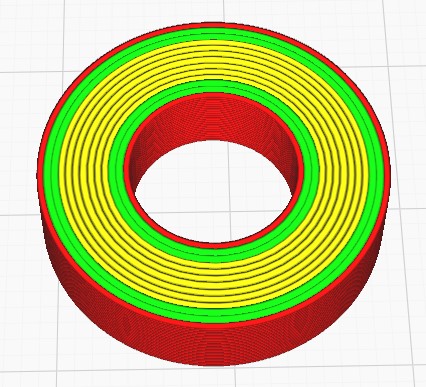
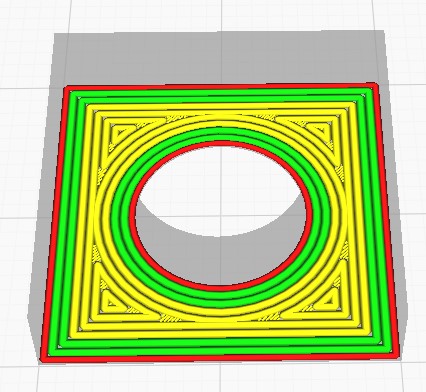
同心円
同心円状のパターンで全体を埋めていきます。
形状によっては、フィラメントの折り返しが発生しないので、隙間が生じること無く面を形成できます。水分の侵入を防げるとの話がありますが、本当でしょうか。
逆に形状によっては、隙間が増える場合もあり、隙間を埋めるための移動が加わります。
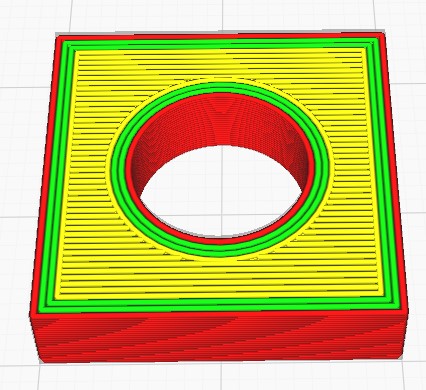
底層初期レイヤー(Bottom Pattern Initial Layer)
ビルドプレートに接する最下層をそれ以外の底面と違うパターンに変更できます。
収縮の大きい材料を使う場合に同心円のパターンを用いると反りに対する耐性が高まるようです。直線やジグザグのパターンでは収縮方向が一方向ですが、同心円は収縮方向が分散されるためです。
上層/底層ラインの向き(Top/Bottom Line Directions)
[上層/底層パターン]を”直線”または”ジグザグ”にした場合にラインの角度を変更できます。
角度をコンマで区切ることにより複数の角度を指定でき、レイヤーごとに記述した順番でその角度に方向を変えます。
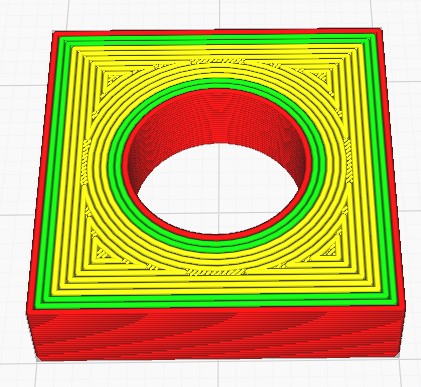
上層/底層ポリゴンに接合(Connect Top/Bottom Polygons)
[上層/底層パターン]を”同心円”にした場合にラインのパスを変更できます。ここでいうポリゴンとは閉じた輪郭で構成されるパターンを指し、通常の同心円で作成されるすべての輪郭を単一のパスで接続するようにパスが計算されます。

閉じられない形状も存在しますが、単一のパスでラインを引くためフィラメントの押出が一定となるメリットがある一方、新たな角が発生するデメリットもあります。
また、独特のビジュアルを楽しむのもよろしいかと。
外壁はめ込み(Outer Wall Inset)
この値は、ノズルの直径値よりもライン幅を小さく設定した場合にその差の半分の値が自動的に設定されます。
変更する目的は、外壁の寸法精度の向上および、外壁と内壁の接着を強くすることです。
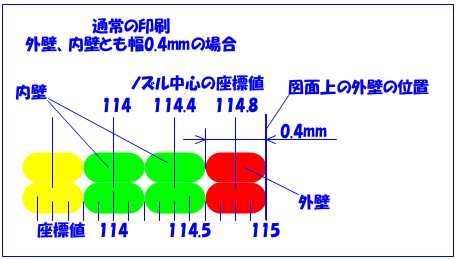
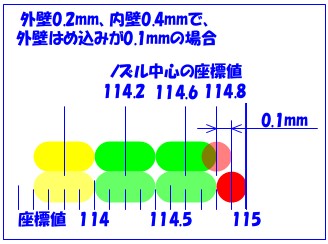
まず、通常の印刷時ですが、ノズル径とライン幅がともに0.4mmであった場合、外壁のラインの端がモデルの外壁となるようノズル中心の座標が計算されます。図の場合だとライン幅が0.4mmですので、外壁の座標115に対してライン幅半分の0.2mm内側(114.8)をノズルの中心が通って外壁を印刷します。それに合わせて内壁の座標も求められます。
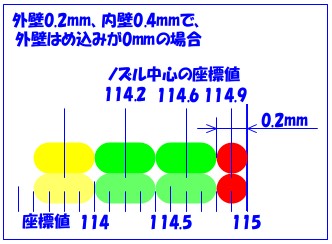
外壁はめ込みは0mmの場合。
差をわかりやすくするため極端な数値で説明しています。
ライン幅をノズル径より細くした状態で、[外壁はめ込み] を0mmにした時は、通常時と同様にライン幅に合わせて内壁も含めてノズル中心が計算されます。外壁が薄くなった分だけ内壁が外に移動します。
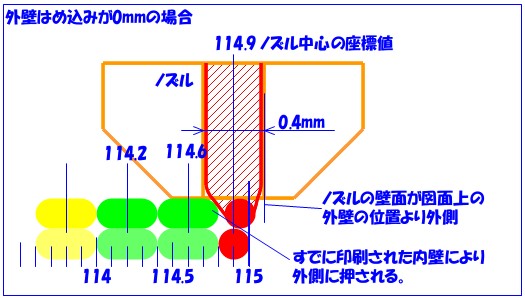
一見問題なさそうですが、ノズル直径より細いライン幅で押し出されたフィラメントは、すでに印刷されている内壁の影響で外側へ流れる傾向があります。この時、ノズルの内壁がモデルの外壁よりも外側に位置しているため、フィラメントが外側により流れやすくなり、結果として、寸法精度がプラス側に不安定になります。
外壁はめ込みが0.1mmの場合。
それに対して、[外壁はめ込み] に値が設定してあれば、内壁の位置はそのままで外壁のみ設定値分だけ内側に補正されます。図のようにフィラメントが重なるように押し出しますが、内壁は固まっていますので、外側に押し出されるように印刷されます。
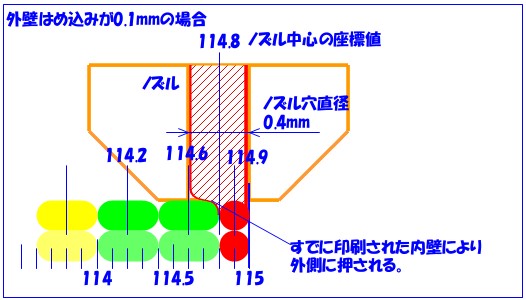
この設定値は前述しましたように、ノズル径とライン幅の差の半分なので、ノズルの壁面とモデルの壁面の位置は一致し、結果として、所望の位置に定着するとともに内壁に押しつけられるように押し出されることにより壁同士の接着性も増します。
通常、自動で設定された値で問題ないと思います。
また、内壁が後回しとなる [外壁優先] にチェックが入っている場合は、内壁の影響はありませんので、[外壁はめ込み] の値は自動的に0となり、補正はされません。
壁印刷順序の最適化(Optimize Wall Printing Order)
この設定を有効にすると、フィラメントの押出を伴わない移動とそれに伴うフィラメントの引き戻しがなるべく少なくなるようなパスを求めます。
例えば、最適化を行わない場合は、全ての内壁を印刷した後に外壁の印刷に取りかかりますが、最適化を行うと同じ場所の内壁、外壁を印刷し次の場所へ移動します。
隣接する壁を立て続けに印刷するため、完全に冷えていない壁に次の壁が接触することにより寸法精度に影響があるらしいのですが、印刷時間の短縮などのメリットの方が大きいと思われます。
外壁優先(Outer Before Inner Walls)
この設定にチェックを入れると、外壁から先に印刷します。
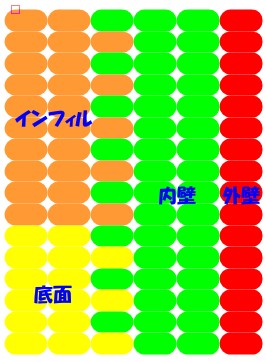
インフィルと壁の印刷順はデフォルトではインフィルが先です。また、上面、底面はいずれの壁より後で印刷されます。
外壁を先に印刷する目的は、すでに印刷された内壁の影響で外壁が外に流れる傾向を防ぐことと、インフィルのパターンが外壁に影響を及ぼさないようにすることです。
ただし、オーバーハングの印刷は悪化します。
代替予備壁(Alternate Extra Wall)
この設定では、一層おきに壁の数を増減させ、インフィルや上面、底面を挟み込む事でより強いプリントを目指します。
あとがき
毎回ですが、だいたい3000文字を超えてくると集中力が途切れてきます。続きはまた後日と言うことで。そのうち完成します。


コメント