
シックネスゲージを用いてテーブルとノズルの隙間を調整していますが、どう頑張っても隙間が一定になりません。どうもテーブルが歪んでいるような気がします。シックネスゲージでも、どのあたりがどの程度歪んでいるのかはわかりますが、もう少しクリアに連続的に歪み具合を確認してみたくなったので、ダイヤルゲージによる測定をしてみました。
ダイヤルゲージホルダーの製作
プリントヘッドにダイヤルゲージを固定して、プログラムでテーブル上を移動させてテーブルの歪み具合を連続的に見てみようという企みです。
というわけで、まず、ダイヤルゲージを固定するホルダーの製作です。

プリントヘッド上部のネジ2カ所を使って固定することにしました。
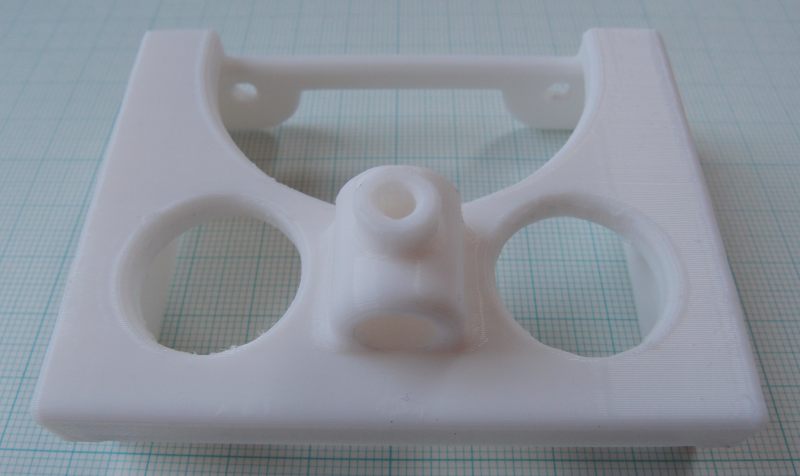
実はこれ二個目。一個目はZ軸が原点まで下がってもダイヤルゲージがとどきませんでした。
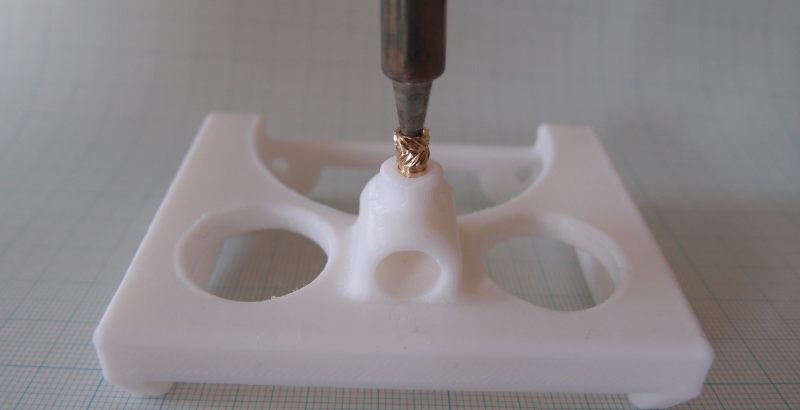
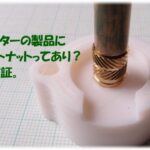
ネジの必要な場所にインサートナットを埋め込んで、ホルダー完成。
ダイヤルゲージの取付け
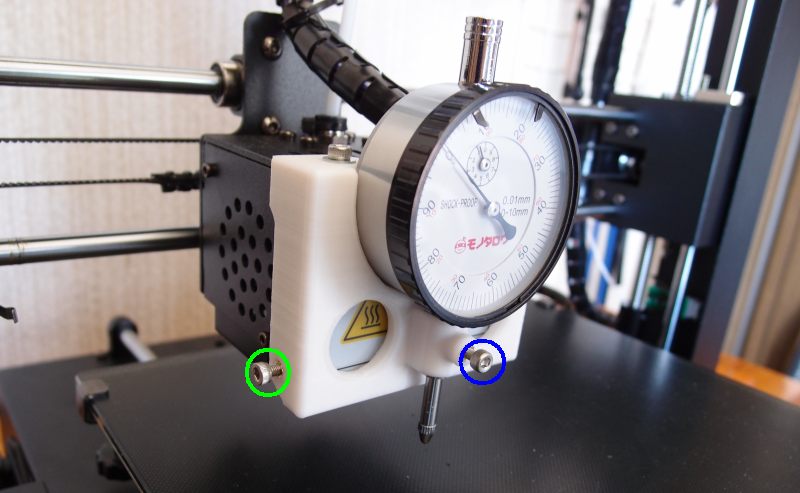
上部の固定ネジ以外にも、緑丸内がホルダー下部をプリントヘッドに固定するネジで左右に一個ずつあります。但し、プリントヘッドにネジ穴はありませんので、壁を押してるだけです。
青丸内はダイヤルゲージを固定するネジ。スリーブを傷つけたくないので、手で軽く固定します。
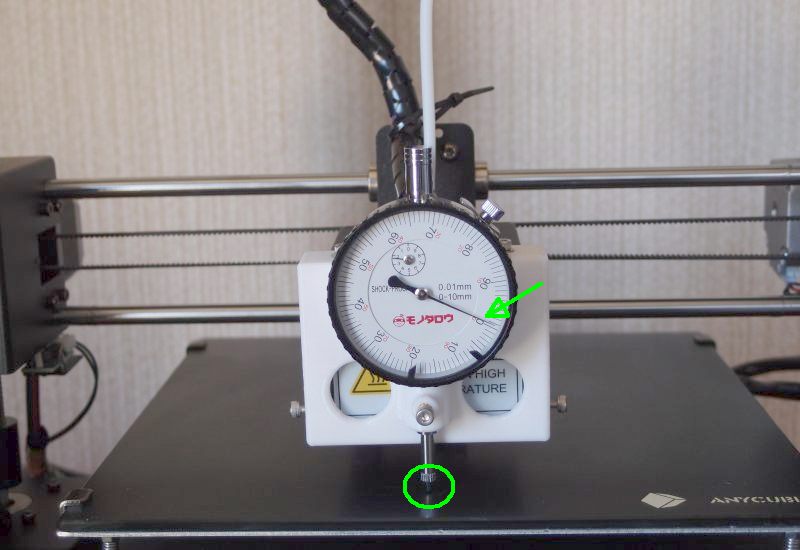
ダイヤルゲージの測定子(丸内)がテーブルにより上に押されると針(矢印)が時計回りに動きその移動量を読み取ることができます。メモリはひと目盛0.01mmですので、針が一周すると測定子が1mm動いたことになります。
図4と図5で目盛の”0”の位置が違うのがわかりますでしょうか。外周の黒い丸い部分を回すと目盛も一緒に回転しゼロ点を合わすことができます。
プログラムの作成
Mega-sの可動範囲は210mm×210mmですので、出来ればその範囲全てを測定したいのですが、ノズル中心より測定子中心がY軸マイナス方向に60mm程度離れているので、Y軸プラス側に測定できない範囲が出来てしまいます。

赤い線がダイヤルゲージの通る軌跡です。格子状に動かしています。格子状の緑線は省略しています。
プログラムはノズルの中心で考えますので、Mega-sに読み込ませるプログラムがこちらになります。
G21
G90
G28
G0 Z5 F400
G0 X5 Y60 F5000
G0 Z1 F100
G4 S5
G0 X210 F1000
G0 Y90
G0 X5
G0 Y120
G0 X210
G0 Y150
G0 X5
G0 Y180
G0 X210
G0 Y210
G0 X5
G0 Y60
G0 X46
G0 Y210
G0 X87
G0 Y60
G0 X128
G0 Y210
G0 X169
G0 Y60
G0 X210
G0 Y210
G0 Z5 F400
一行目から簡単に説明しておきます。
G21は単位系をmmにする命令です。インチ系にする場合はG20です。
G90は原点を基準とした絶対座標による軸移動を指定します。相対座標で指示するときはG91です。
G28はノズルをホームポジションへ移動させ、その位置が原点となるよう、各軸の座標を0に設定します。
G0(ゼロ)で始まる行が軸の移動を指令しています。原点を基準とした絶対座標で指示します。動く速さはFに続く数字で指令します。単位はmm/分 です。
4行目ではノズル先端が上方5mmの位置に400mm/分の速さで移動します。
G4は動作を指定時間休止する命令です。Sの後の数字が秒単位の値です。Pで指令するとミリ秒単位となります。したがって、この場合、何もしないで5秒間停止します。これはダイヤルゲージのメモリの0を合わすための5秒です。
以下、座標通りに動きます。
最後の行に改行コードが入ってないと誤作動します。
このファイルを拡張子gcodeで保存し、Mega-sに読み込ませ、通常通り印刷の操作をします。
ただ、ノズルの温度を上げませんので、ノズル先端に固まったフィラメントがあると、G28のところでフィラメントがテーブルを押してしまいます。
測定
時間かけて作った割には芳しくない結果です。とりあえずご覧ください。
考察
ダイヤルゲージによる測定ではテーブル左側の80mmくらいの範囲のみで0.3mmくらいの歪みがあるかのように針が振れていますが、シックネスゲージで測定した場合には0.1mm程度の歪みしか測定できません。ストレートゲージなどによる目視でも0.3mmもは歪んでいませんので、ダイヤルゲージがテーブルの歪み以外の要因を拾っているようです。想像ですが、ノズルとダイヤルゲージが60mmも離れているので、X軸の上下2本のレールのずれが増幅されているような気がします。
シックネスゲージでのテーブルレベルの調整に代えてダイヤルゲージによる調整をしようかと企んでいましたが、プリンター全体の精度を上げないとできそうもないですね。残念。
あとがき
ここまで、長々と書いてきましたが、結局、ダイヤルゲージでは正しいテーブルの歪みは測定できませんでした。もっとノズルに近い位置に測定子を接触させることが出来れば良いのかもしれません。
ただし、今回の測定でプリンター全体で全く精度が出ていないことがわかりました。3万円程度の製品で、使っている部品などを見ると確かに精度が良いはずも無いのですが、直角平行をもっと正確に調整すると少しはましになるかもしれません。今後の課題とします。
では、今日はこのへんで。

コメント