先日、オートバイの部品を3Dプリンターで製作したのですが、既存の部品とネジで組み合わせるため、ある程度の精度と強度のあるネジ山が必要となりました。とりあえず、インサートナットを挿入することにより機能しているのですが、どの程度の強度があるのか知りたくなり、インサートナットの強度について検証してみました。利用したプリンターはAnycubic Mega-s でフィラメントはPLAです。
テスト方法
知りたいのはどの程度の力で引っ張るとボルト(インサートナット)が抜けてしまうのかと言うことなのですが、簡易的に締付トルクで検証してみます。今回試してみるのはM6のネジです。標準的なトルクに耐えられるのか、何N・mくらいで抜けてくるのかをみてみます。比較としてネジの下穴径でプリントしたモデルに直接、タップでネジを切ったものも試してみます。
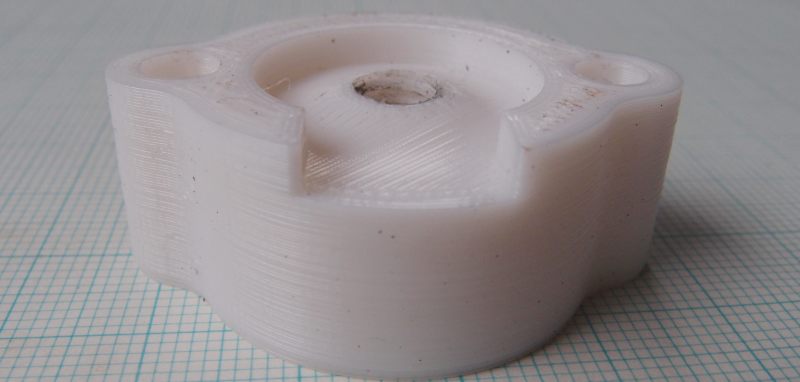
製作した供試体は次のようなものです。

積層ピッチは0.2mmで、インフィルは25%です。その他も初期値で印刷しています。
両側の穴は金属のテスト用プレートに取り付けるための穴です。
比較サンプルの方はスパイラルタップにてネジを立てます。
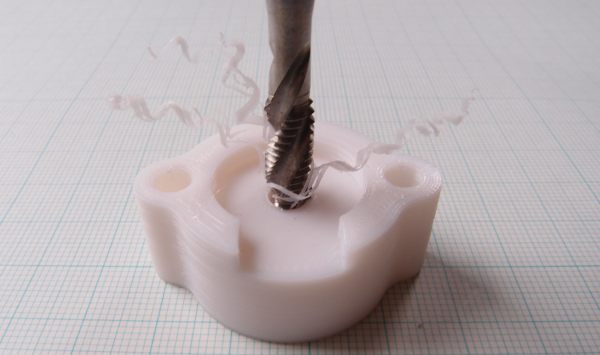
M6の下穴径は金属の場合、通常5.1mmですがプラスチックであることから5mmでプリントしています。下穴部分の外壁、内壁の厚さが合計で1.2mmですので、雌ネジの谷の部分でも一応0.6mm程度は壁が残っています。

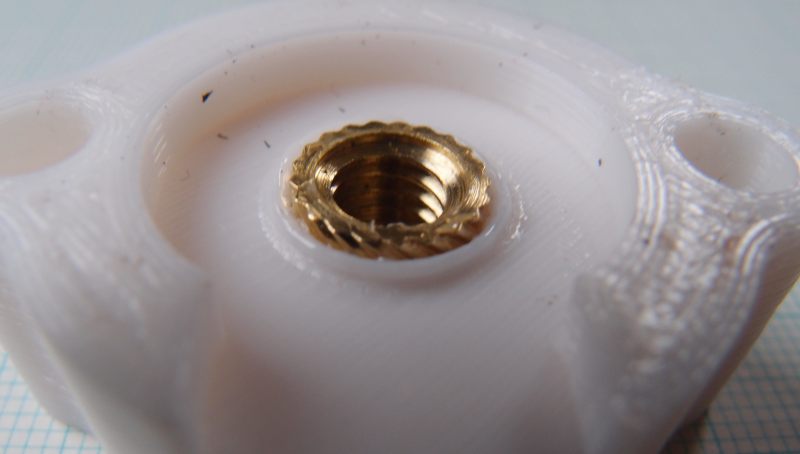
ネジ山、わかりますでしょうか。結構綺麗にできました。
インサートナットの埋込については後述します。
図面はこちらになります。
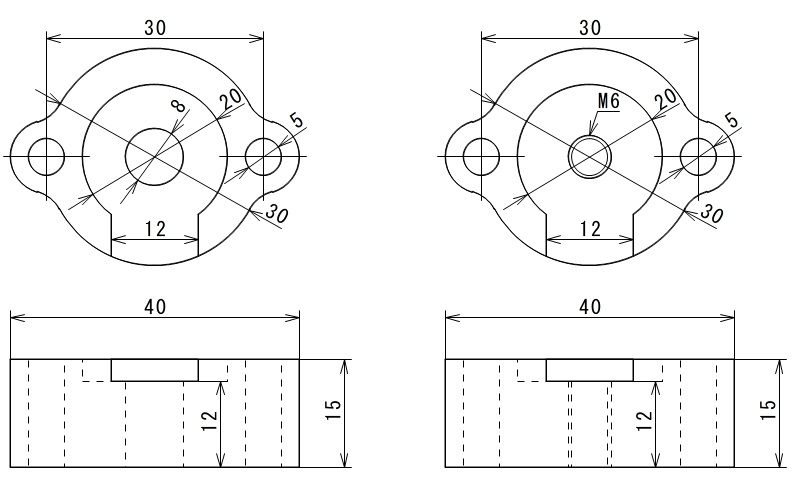
中央の穴以外全く同じです。
使った製品
購入したインサートナットは日本ドライブイットという会社のSL型 ソニックロックという製品です。
M6には全長の違いで三種類あって、真ん中の長さを選択しました。

図面はこちらになります。
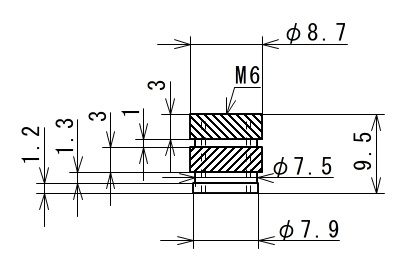
他のサイズの寸法についてはメーカー公式サイトに記載がありますので、ご覧ください。
埋込方法
インサートナットの埋込の状態が強度に関わってくると思われるので、ここはこだわって毎回同じ条件で埋め込めれば良いのですが、ナットの温度や押し込む速さなどを手作業で管理できるわけも無くいつものごとく適当に埋め込んでます。
ライターで熱しておいて、押し込む方法もありますが、これはナットの温度がどのくらいになっているのかさっぱりわかりませんので、何度かやってみたのですが、私は好きになれません。

いつも行う方法は半田ごてで熱しながら押し込むやり方です。
他の記事でも書いていますが、半田ごては白光のFX-600という機種を使っています。200度から500度まで設定できますので、大変使いやすいです。セラミックヒーターで設定温度に達するのも早いです。一昔前のハンダごてをちょっと前まで使っていたのですが、これに替えてハンダ作業が大変幸せになりました。
設定温度はネジのサイズによって変えていますが、M6だと200度では低すぎる気がするので、今回は270度で押し込んでみました。
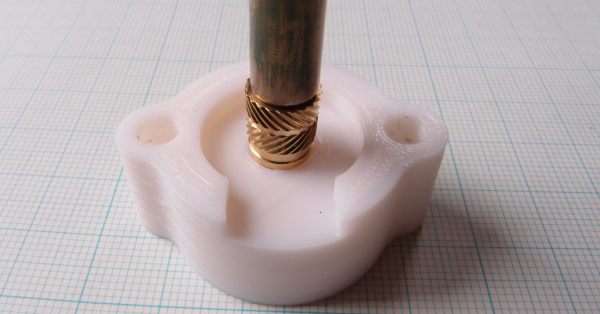
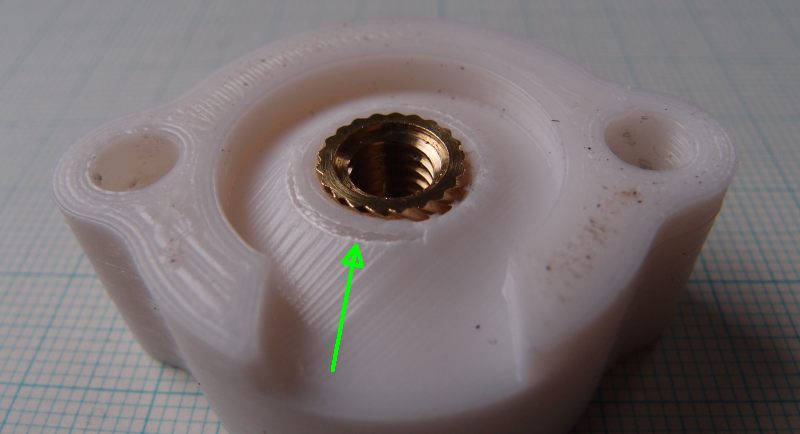
図8の状態で暖まるのを待っているとプラスチックが柔らかくなるのを感じられ、やがてそんなに力を加えなくてもインサートナットが沈んでいきます。このあたりの力加減で綺麗に入るときもあれば、インサートナットとの境界面がつられてめり込んでいくこともあります。毎回同じようにとはいきません。さて今回はどうでしょう。

やはり若干、境界面が入り込んでいますね。そのせいで、インサートナットが飛び出しているように見えますが、ほぼ面一です。

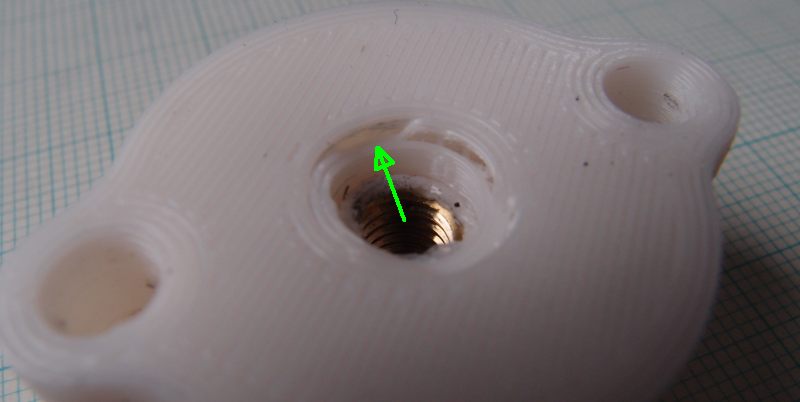
裏側です。大分押し出してますね。少し早すぎたのでしょうか。なかなかうまくいきません。
とりあえず、これで試験してみます。
締付トルクについて
ところでどの程度のトルクに耐えれば良いのでしょうか。金属どうしを締め付けるようなトルクに耐える必要はないような気がしますが、何か基準になるものがあるのか調べてみたところ、T系列と呼ばれている規格がでてきました。公式な規格では無いらしく、どこかのメーカーが作成したものが、業界標準になっているとか、諸説有るようですが、今回はこれを参考にテストしてみます。
| ねじの呼び径 | T系列 | 0.5T系列 | 1.8T系列 | 2.4T系列 |
|---|---|---|---|---|
| M3 | 0.63 | 0.315 | 1.14 | 1.5 |
| M4 | 1.5 | 0.75 | 2.7 | 3.6 |
| M5 | 3 | 1.5 | 5.4 | 7.2 |
| M6 | 5.2 | 2.6 | 9.2 | 12.2 |
| M8 | 12.5 | 6.2 | 22 | 29.5 |
よく使いそうなボルトだけ抜粋しました。
T系列の値が、「一般の締め付けトルク。 できる限り、また断りのない限りこの系列を用いる。」なのだそうです。
0.5T系列は、「ねじ、雌ねじ、 締め付け体に 銅、アルミ、 プラスチックなどを 用いた時、 ダイカスト 部品、 プラスチック部品。」で、今回はこの系列くらいの強度があればいい気がします。
1.8と2.4系列は、「特殊鋼を用いた強力ねじ 継ぎ手、特にボルトに付加的な動荷重のかかる場合。」だそうで、今回は関係ないですね。
ということで目指すは0.5T系列の2.6N・m。出来れば、T系列の5.2N・m。
ちなみに、2.6N・mの時にボルトにかかる力は2000Nくらいになるようです。すごい力ですよね。計算間違ってたらごめんなさい。
実験および結果
インサートナットの場合
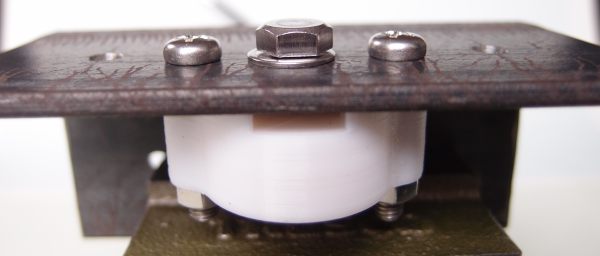
供試体を金属のプレートに固定します。真ん中のボルトを締めていくとインサートナットに引き抜く力が掛かっていきます。
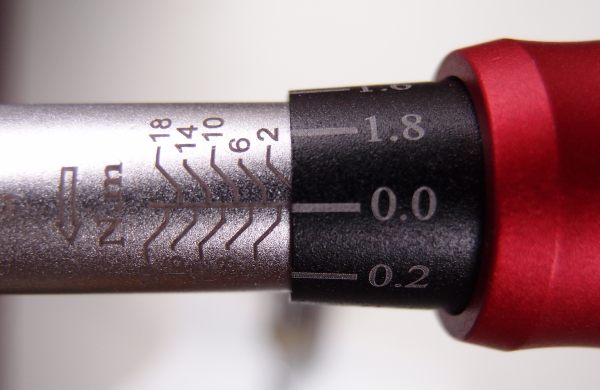
まずは、手持ちのトルクレンチで一番小さい設定値である、2.0N・mから試してみます。

金属を締めたときのようなしっかり感は全くありませんが、設定のトルクで締まりました。

では、0.5T系列の2.6N・mを試しましょう。
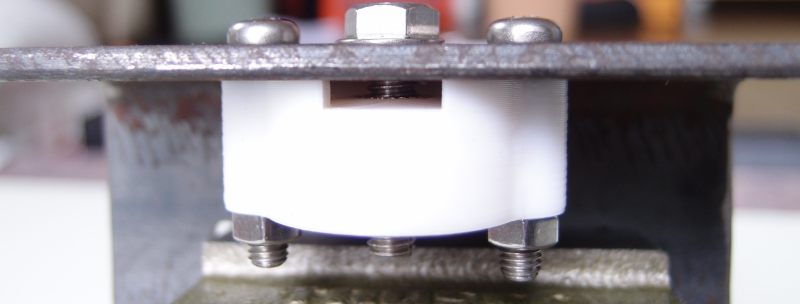
一応、規定トルクに達しましたが、締めていく感触は何かがたわんでいる感じが伝わって、このトルクでは締めたくない感じです。のぞき見用のスリットから覗いてみると明らかにプラスチックが膨らんでます。
少しずつトルクを上げていって、3.6N・mで締めた時の様子です。

一応、トルクレンチの設定トルクに達した反応はありましたが、ダメです。たわみが半端ないです。
4N・mで締めると、たわみが覗き窓の高さ3mm分に達して、金属のプレートにインサートナットが当たってしまいました。取り外してみますと、
ネジ部の外壁とインフィルの境目当たりが裂けています。予想ではインサートナットとプラスチックの嵌合が外れてインサートナットのみが出てくるのかと思っていましたので、意外でした。
裏側は
やはり、底面とインフィルの接合部分あたりが弱いようで裂け目からインフィル部分が覗けます。
直接ネジ切りした場合
同様の試験方法によりタップでネジを切った供試体を試してみました。
写真は、2.6N・mで締めたときの状態です。ネジ周辺が完全に塑性変形しています。一応設定のトルクで締まりましたが、締めれば締めるほどプラスチックが持ち上がってくる感触が半端なく、使用できるトルクではありません。ちなみに、2.0N・mでもかなり怪しいです。ただ、あくまでもインフィル部分が崩壊しているようで、ネジ自体はなめそうな感じではありませんでした。2.6N・mはネジ山もやばそうではありました。
考察
インサートナット、タップによるネジ加工のどちらの場合も、0.5T系列のトルクまでは締めることは出来ましたが、ひずみが多くて使える感じではありません。しかし、いずれもインフィル部分が弱いため、ひずみが多く発生しているようなので、インサートナット用のインフィル100%の供試体を作成して試してみました。直接ネジ切りタイプは2.6N・mあたりでネジ山が限界そうなのでこれ以上は試しませんでした。

姿形は一緒ですが、中身ぎっしりの100%インフィルです。今度は挿入時にナット周辺のフィラメントが膨らんでしまいました。ほぼ同じ速度で押し込んでいるつもりなんですけど、よくわかりません。
2.6N・mから0.2刻みでトルクをかけていった結果、7.2N・mまで耐えました。
7.4N・mでインサートナットがヌルヌルと出てきました。25%インフィルの時と違ってフィラメント自体の変形は表からは見て取れません。T系列の5.2N・mなら問題なく締められるくらい、手応えもしっかりとしたものでした。
あとがき
思ってたより強いですね。インサートナット。但しインフィルの密度設定には注意が必要そうです。何%のインフィルでどのくらいの強度が出るよ、とか、同じ密度だったらこの種類のインフィルが強いよみたいなとこまで調べれば良いのでしょうが、ちょっと情熱が足りませんでした。何かの部品として使っても問題ないことがわかったので、今回はこれで良しとします。
では、今日はここまで。
今回使った、このトルクレンチ。結構良いですよ。ソケットもいっぱいついてくるし。安いし。
コメント