
いきなりですけど、私はサポートが嫌いです。嫌いな理由はふたつ。ひとつはサポート直上のレイヤーが、ビジュアル的にも寸法精度的にも悪いこと、そしてもう一つがサポートを剥がすのが面倒であることです。いつも、なるべくサポートに頼らない形状や向きを考えながらモデルを設計していますが、限界もあります。そこで思いついたマスキングテープを使って綺麗なサポート面を印刷する方法。効果抜群でした。汚いサポート面にうんざりな方、少々手間が掛かりますが、綺麗なサポート面に挑戦してみませんか。
記事の対象はいつものように、スライサーが、Ultimaker Cura で、3Dプリンターが、Anycubic Mega-s です。
印刷品質の違い
最初に印刷面の違いを見てください。
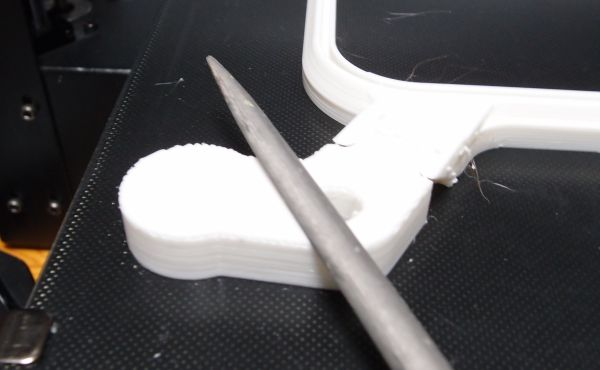
まずは、特に面の荒さを気にせず、通常通り印刷したときの印刷品質です。まぁ、こんなもんですよね。

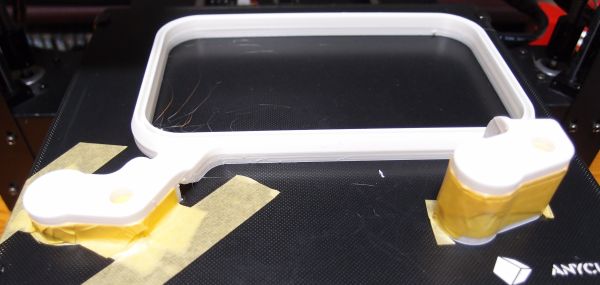
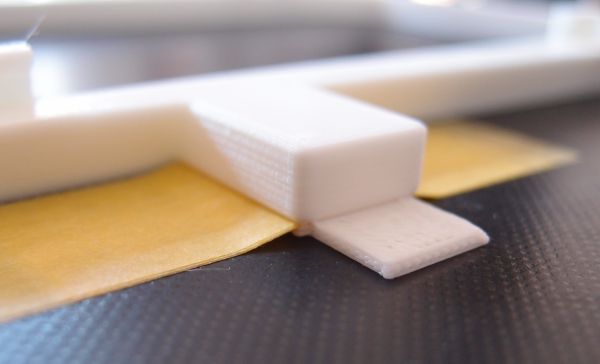
続いて、今回ご紹介するマスキングテープで対策をした印刷面です。ちょっと写真の被写界深度が浅くて一部分しかピントが合ってませんけど、なかなか綺麗でしょ。ラインとラインの間が隙間なく詰まっていてビルドプレート上の初期層とほぼ変わらないくらいの面品質です。サポート剥がしも比べものにならないくらい楽でした。厚みも設計通りの寸法が出ています。

これくらいの面が出せれば、サポートを嫌って少し妥協した形状にモデリングするよりも、サポートに頼る印刷が増えるかもしれません。
そもそもサポートは、なぜ剥がせて、なぜ面が荒れるのか?
対策をするにはまず原因を理解してから。ということで、方法論の解説の前にサポート面が剥離できる理由と、サポート面が荒れる理由を説明しておきます。そんなの分かってるわって方は、次章に飛んでください。
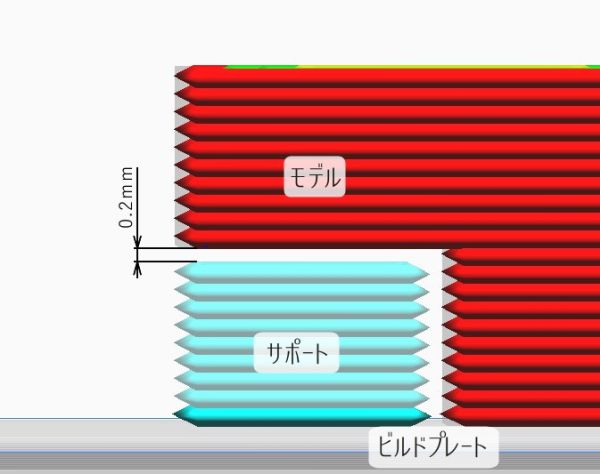
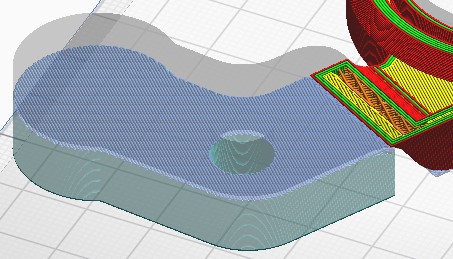
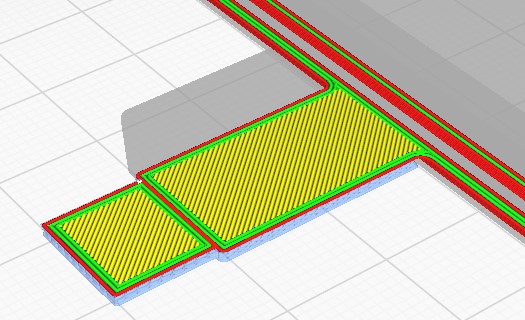
下図はサポート面とその直上のレイヤーの状況を真横から見たものです。(この記事では、印刷条件を、レイヤー高さ 0.2mm、ライン幅 0.4mm とします。)サポートの上面と、その上のレイヤーの間には、1レイヤー分の0.2mmの空間があります。この空間こそがサポートが剥離できて、モデル下面が荒れる原因です。
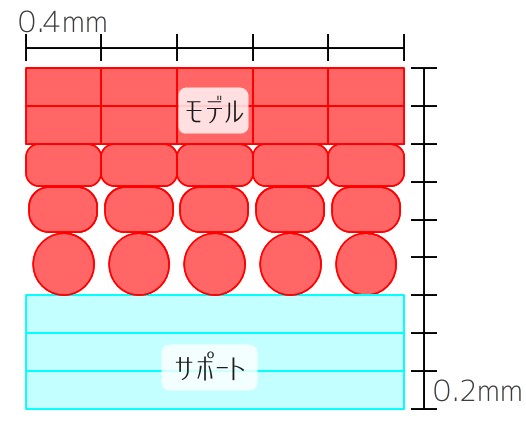
もう少し詳しく見ていきます。現実には、このプレビュー画面のような隙間は出来ず、重力によってモデルのフィラメントがサポート面まで垂れてきます。普通であれば、高さ0.2mm、幅0.4mmの空間を満たす量のフィラメントが溶出され隙間なく埋まっていきます。しかし、サポート上面では、同じフィラメントの量が2倍の空間に溶出されるわけですので、ラインの形も平たいものから丸に近い形になり、隣のラインとの隙間が埋まることがないのも理解できると思います。その結果、1本1本のラインがはっきりと見える荒れた面になってしまいます。また、ラインの断面が乱れるのはサポート直上のレイヤーのみでなく、本来の断面形状になるまでに数レイヤー必要です。下図はモデルのラインに直角方向の断面のイメージです。ラインの断面積が同じならこんな感じかなと、想像で描いてみました。あまり信用しないほうが良いかもしれません。
また、フィラメントの密着性の観点から見てみますと、密着性を向上させる大切なパラメーターのひとつが、「フィラメントを印刷面に押しつける圧力」であることから分かりますように、広い空間に押し出されたフィラメントは軽くサポート面に置かれるだけですので、密着性が悪く、比較的簡単に印刷後の剥離が可能となっています。
もう一つ、高さ方向の寸法についてですが、サポートより上部のモデルの厚さが、理論上0.2mm厚くなってしまいますので、寸法精度がシビアな部品であれば問題が生じてしまいます。
通常の設定項目でサポート面を綺麗にするには?
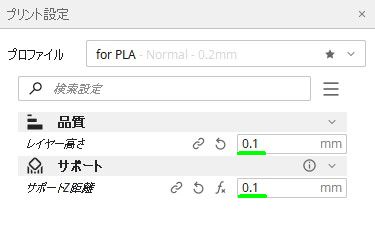
マスキングテープによる対策方法を説明する前に、通常の印刷でサポート面を綺麗にするにはどうしたら良いのかについて話しておきます。サポート面が荒れる原因からも分かりますように、サポート面とその上のモデルの隙間を少なくすれば良いことになります。だからと言って隙間を”0″にしてしまうと、もはやサポートではなくなって剥がせなくなりますので、レイヤー高さをなるべく低くすることが有効な対策です。ただし、当然印刷時間が長くなってしまいます。
もう一つの対策として、サポートの上面をなるべく綺麗にしておくという方法も有効です。具体的にはサポートの密度を上げてなるべくライン間に隙間のない緻密なサポート上面を印刷しておきます。サポートインフィル自体の密度を上げると印刷時間が掛かりますので、下部のインフィルは密度を低めにして、
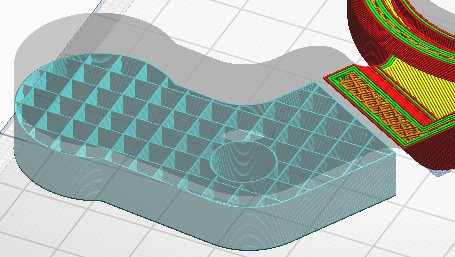
上部にサポートインターフェイスを生成させて、その密度を高めることで緻密な面を得ます。
以上のような対策でいくらかは綺麗になると思いますが、やはり限度があります。
「Pause at height」でサポート面に割り込み
随分と前置きが長くなりましたが、今回の対策方法です。
考え方としては、絶妙な密着加減で厚さ0.2mmの平らな何かをサポートとモデルの空間に入れてあげるとすべての問題が解決するよね。という発想です。そこで登場するのがマスキングテープです。ABSなどの反りによる剥離防止で時折出てくるマスキングテープなので、密着性に問題はないと思われます。他にも何か良いものがあるかもしれませんが、今回はこれでチャレンジしました。厚さはテープ3枚分でほぼ0.2mmでした。
さて、その方法ですが、次のレイヤーでサポート上面にモデルが印刷されるというタイミングで印刷に一時停止をかけ、テープを3枚分貼り付けて印刷を再開させるという荒技です。一時停止には、プラグインの「Pause at height」を使います。このプラグインは、印刷が設定した高さに達したときに一時停止がかけられるものです。使い方については、過去記事がありますので、そちらを参考にしてください。リンクは以下のふたつです。

さて、このマスキングテープによる方法、お気付きかと思いますが、傾斜面では使えません。水平面限定です。また、テープを貼る時にその周辺の形状しだいでは、うまく貼れない場合があります。と、制限は多々あるのですが、方法として知っておけば使える日がそのうち来ると思います。
印刷手順
具体的な手順を、オートバイ用のとある部品を製作したときの例でお話しします。
サポート上部のモデルが印刷される一つ前のレイヤー終了後に「Pause at height」で一時停止をかけます。ビルドプレートが手前に移動するよう設定しておけば楽にテープが貼れます。もちろんモデルの向きも貼りやすい方向を考えておく必要があります。

もし、サポート上面に材料の盛り上がりなどがあれば、ヤスリなどで取っておかないと出来上がりに響きます。その際、サポートがビルドプレートから剥がれないよう力加減には注意が必要です。
テープを三回重ねて貼って行きます。テープ1枚の幅で足りない場合は、並列で張りますが、隙間があると印刷後に結構目立ちますので、隙間がないように、もちろん重ならないように慎重に貼っていきます。サポート上面の面積だけでは粘着力が弱すぎますので、サポート部分に十分な高さがあるときはサポートの側面にテープのはみ出た部分を貼り付けると剥がれにくくなります。

ビルドプレート上に貼ったテープはほぼ意味なかったです。
貼り終わりましたら、印刷を再開させます。複数の高さでテープを貼る場合は、「Pause at height」を複数設定して、各高さでテープを貼っていきます。

あとは、印刷終了を待つのみです。
この後のサポート除去もとてもスムーズです。
気をつけること
今回、実は一度失敗しています。使ったフィラメントはPLAで、普段、材料の反りによってビルドプレートから剥がれることがまずないので、甘く見てました。サポート上部面積だけでのテープ粘着力を信じて、テープのはみ出た部分を適当に貼っていました。結果として、反りによってマスキングテープが剥がれてしまい、端部に行くほど厚さの薄い部品が出来てしまいました。上部のモデルがマスキングテープから剥離したのではなく、サポートからマスキングテープが剥離していました。

ということで、手順のところでも書いたように、サポートの側面へしっかりと貼っておくことが大切です。
サポートに十分な高さがないときは、マスキングテープをサポート側面に固定することが出来ず、テープに掛かる力が剥がれやすい方向になってしまいます。少々面倒ですが、サポートブロッカーを使って補強してみました。文字通りのサポートブロッカーとしてではなく、サポートブロッカーを通常モデルに変更して、モデルと1レイヤーだけ重なる位置に置き、そのモデルにできるサポートの密着性を利用して反りを防止する方法を試してみました。
なんとか反らずにうまくいったようです。
サポートされていた面も綺麗です。サポートブロッカーの部分も接続しているのは一層のみですので、簡単に分離でき、ヤスリ等で仕上げるとほぼ分かりません。

あとがき
さて、今回はマスキングテープと「Pause at height」を利用して、苦手なサポートを克服してみました。方法を思いついたときには、うまくいくかどうか疑心暗鬼でしたが、これがなかなか良い結果となりました。手間は掛かるし、形状等に制限はありますが、これからは積極的に使っていこうと思います。
では、また。


コメント