前回の記事にて、仕様を無視した場合の印刷サイズの限界はいくらなのか、と、その設定方法についてご紹介しました。今日はその続編で、印刷の結果は同じなのですが、異なる設定で印刷する、ふたつの方法を書いてみたいと思います。一つは、Start G-codeに原点を移動する命令を書く方法、そしてもう一つは、ホーミング時のオフセットをEEPROMに書き込む方法です。CuraとRepetier-Hostを使います。
最大サイズと印刷位置
この記事で設定する印刷サイズは、横217mm、奥行き215mmです。
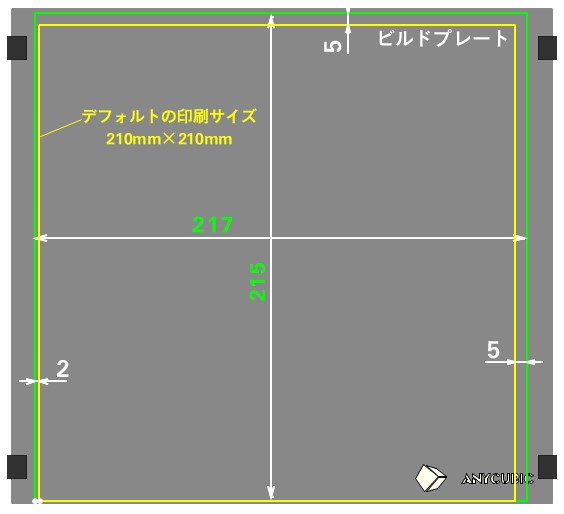
印刷位置は元の原点から左に2mm寄った位置を新たな原点として印刷します。
今回の記事は設定の方法に重点を置きますので、どのようにして最大印刷サイズや位置を決定したのかなどにつきましては、前回の記事を御覧ください。
共通の設定
今回、ふたつの方法をお話ししますが、共通する設定がありますので、先に設定しておきます。
印刷サイズに関する設定が、「プリンターの設定」のプリンタータグ内にある [X(幅)]、[Y(奥行き)] です。デフォルト値は、X、Y供に、仕様上の最大である210となっていますので、今回の印刷サイズである、217 と 215 を設定します。
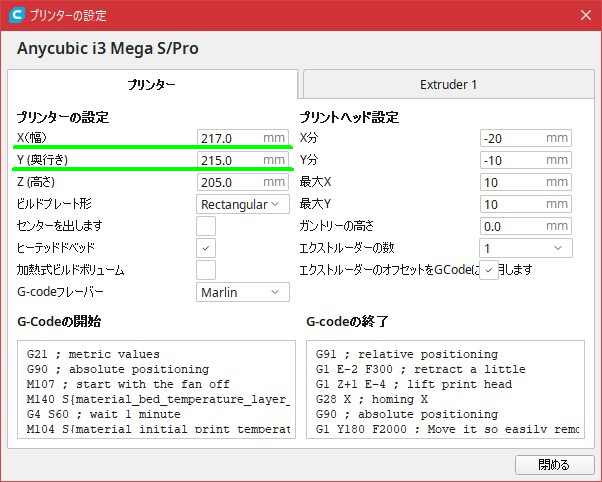
印刷位置に関する設定である、Extruder1 タブ内にある [ノズルオフセットX]、[ノズルオフセットY] ですが、ここの値は今回利用しませんので、デフォルト値の”0”になっていることを確認します。

共通の設定はこれで完了です。
Start G-code に命令を加える方法
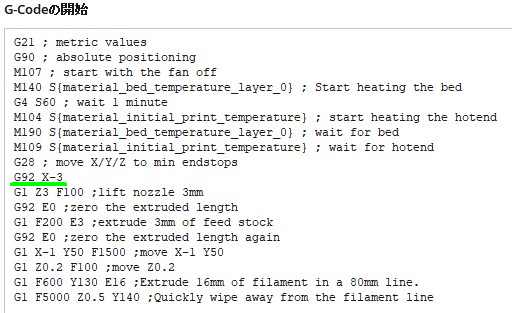
結論から先に書いてしまいます。 Start-Gcode のG28の直後(軸が移動するまでに)に次の一行を追加するだけです。
G92 X-3
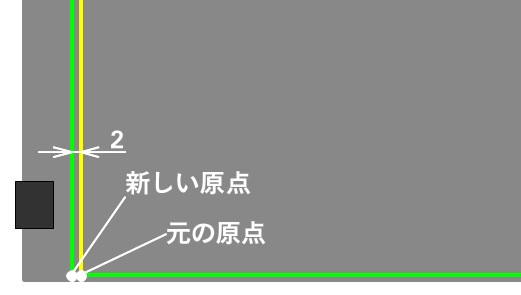
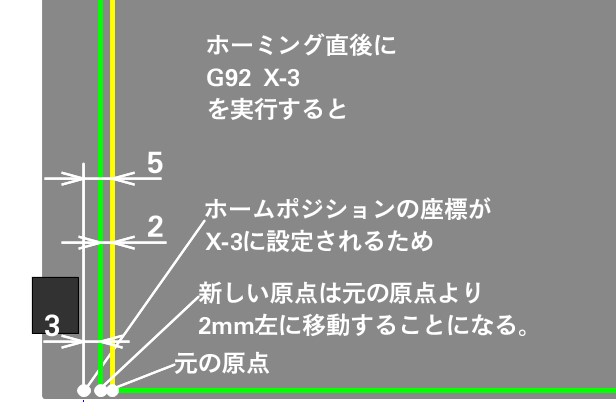
G92という命令は、命令を読み込んだ時のノズルの位置が、同じ行にある各軸の座標値になるようにセットする命令です。仕様上、ホーミングのXの位置は、X-5ですので、本来の原点はホーミングの位置よりプラス側5mmの位置にあります。しかし、G92 X-3を読み込むことで、現在の位置(X-5)がX-3にセットされますので、新しい原点は、 ホーミングの位置よりプラス側3mmの位置となります。したがって、 Xの原点が元の原点より左(マイナス方向)に2mmズレることになります。図に描くと次のような感じです。
ちなみにG92の行に書かれていない軸は変更されません(Y軸Z軸は”0”のまま)。
Start G-codeを設定する場所は、先程、印刷サイズを変更した、「プリンターの設定」のプリンタータグ内の下方にあります。1行書き足すだけなので、枠内を直接編集するのが手っ取り早いと思います。
編集後、[閉める]でダイアログを閉じると編集が反映されます。
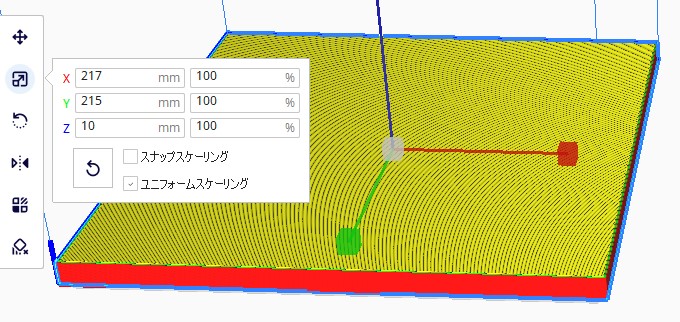
後は、通常通りスライスします。例として、217mm×215mmの適当な厚さのモデルを読み込みスライスしてみました。プレビュー上では、無事、印刷出来ているようです。
実際の印刷も問題有りません。時間がかかるので、外壁の枠のみを2層分印刷してみました。

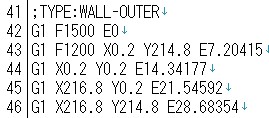
出来上がったGコードで外壁の座標を確認してみます。ラインの幅が0.4mmですので、各辺で0.2mm内側の座標になっています。
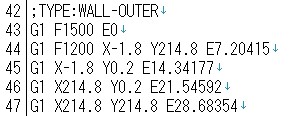
ノズルオフセットに値を設定して生成した、前回記事のGコードでは、外壁座標が次のようになっていました。印刷結果は同じでも座標値が異なります。
どちらの座標値が解りやすいかと問われると、私は、値にマイナスの数値が出てこない今回の設定が好みです。
Home offset を書き換える方法
この設定は、ホーミングした時の座標値を、設定したオフセットの分だけシフトさせる方法です。
ホーミング時の位置をオフセットするための設定値は、プリンター本体のEEPROMに書き込まれています。デフォルトは、XYZ各軸とも”0”です。これを書き換えることにより、印刷の原点を移動させることが出来ます。今回は、X軸のみ、印刷結果が2mm左にシフトするように値を変更します。つまり、印刷の原点はG92の場合と同じになります。
変更する方法は、次のように複数あります。
- 接続しているパソコンからGコードを送信して実行
- 接続しているパソコンからEEPROM書き換えに対応したソフトで書き換える
- GコードをSDカードに書き込んでMega-s上で実行
Mega-sとパソコンが、書き換え対応ソフト(この記事ではRepetier-Host)で接続できていれば方法2が一番簡単です。Curaのみで完結したい場合は方法1を、パソコンとの接続が無い場合でも方法3で対応できます。
方法1ー CuraからGコードを送る
パソコンとMega-sがCuraで接続されていることが前提です。接続方法については過去記事の「Anycubic Mega-s / パソコンとUSBケーブルで接続」を参照してください。
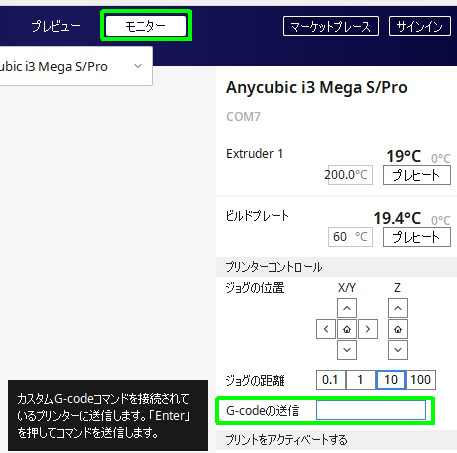
Cura画面中央上の”モニター”でモニター画面に切り替えます。
中程に「G code の送信」という枠がありますので、ここにGコードを入力しENTERを押すことで送信できます。
まず、X軸のホームオフセットを設定する命令、M206 X2 を送信します。送信する時にノズルの位置は何処にあっても問題ありません。

入力欄が空になります。
実行が完了しても、Curaの画面上にもMega-sにも何の反応もなくて不安ですが、これで、ホームオフセットの設定はできていて、問題なく印刷出来ます。ただし、まだEEPROMには書き込まれていませんので、Mega-sの電源を切るとデフォルトに戻ってしまいます。そこで、M500という書き込みの命令を送信します。

こちらも反応はありませんが、これで、次回起動時もX2の設定が有効です。
後は、通常通りの印刷で拡大された印刷範囲に印刷できます。生成されるGコードの座標値は、G92で原点を移動させた場合と同じで、座標値は必ずプラスの値になります。
なお、ホームオフセットが本当に設定できているかどうかは、Cura上からは確認できません。間接的な確認方法としては、X軸をホーミングした時のMega-sのタッチパネル上の座標が、X-3 となっていれば、今回の設定が正しく反映されていると判断できます。

方法2ー Repetier-Hostで書き換える
パソコンとMega-sがRepetier-Hostで接続されていることが前提です。接続方法については過去記事の「Anycubic Mega-s / パソコンとUSBケーブルで接続」を参照してください。
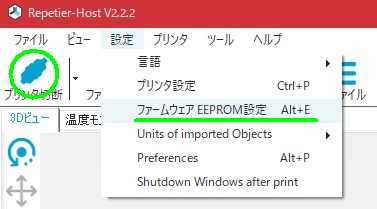
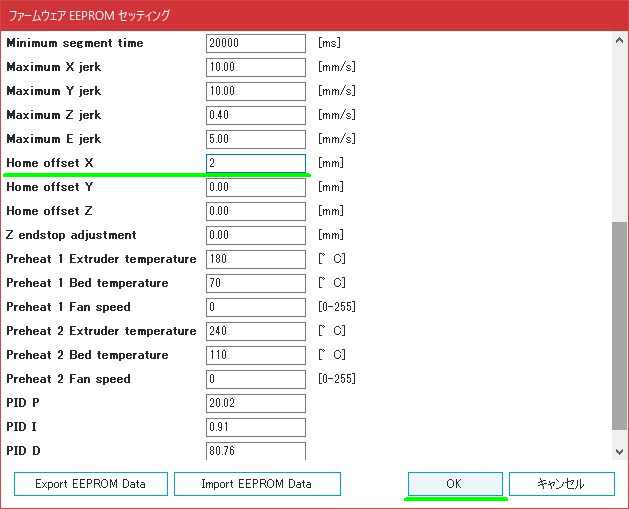
Repetier-Hostを起動して、接続アイコンでMega-sとの接続を確立します。Curaとの同時接続は出来ませんので、Curaは終了させておきます。続いて、メニューの「設定」から[ファームウェア EEPROM設定]をクリックして、ファームウェア EEPROM セッティングのダイアログを表示させます。
下方にある、[Home offset X] に”2”を入力して、OKをクリックします。
これで、書き換えが完了していますので、Repetier-Hostを終了して、Curaで通常通り印刷すればOKです。
方法3ー GコードをSDカードから実行
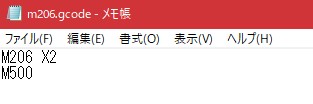
メモ帳やお使いのテキストエディタで、次の内容のファイルを作ります。ファイル名は任意です。拡張子はgcodeです。改行コードのない行は実行されないようですので、M500の後ろで必ず、改行しておいてください。
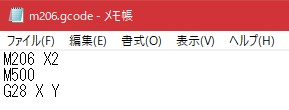
出来上がったファイルをSDカードにコピーして、Mega-sで印刷の操作をするとファイル上の命令が実行されます。ただ、実行しても無反応ですので、次のようなコードをプラスしておいて、実際にホーミングさせてタッチパネルの座標を確認すると安心できるかもしれません。
あとがき
前回の記事と合わせて、大きいサイズを印刷する3つの方法を見てきました。私のMega-sは、EEPROMにデータを書き込む方法で設定してあります。採用した理由としては、座標値がマイナスの値を取らないことと、設定がプリンター側に残りますので、Curaのバージョンアップ時に、設定を引き継がないインストールをした場合でも、テーブルサイズの設定のみで完了するためです。
仕様外のことをしていますので、何かしらの不都合があるのかもしれませんが、今のところ問題は起きていません。

コメント