前回の記事にて、ビルドプレートの中心と印刷の中心を一致させる方法を書きましたが、記事をアップした後、いろいろ試してみると、「中心を揃える意味はないのかな」と思うようになってしまいました。ただし、条件付きで。今回は、そう思うようになった経緯と前回から新たに分かったことのお話しです。
今回の記事は、前回の続きです。まだ読まれてない方には、何のことだかサッパリ、となりますので、読まれてない方は、次のリンクからどうぞ。
中心を揃えようと思った理由。
まずは、中心が揃っていないことに気付いた経緯ですが、CuraにSTLファイルを読み込んだ後に、わざわざ移動させるのも面倒なので、いつも、プレートの中心部でばかり印刷していました。しかも印刷するのは割と小さな部品をが多いので、毎回、リニアガイドの同じような場所での往復運動が繰り返されることとなっていました。で、「てことは、摩耗する場所がいつも同じなんだ」と気付いたときから、プレートの4隅も積極的に使い、リニアガイドの偏摩耗を防ぐようになりました。そしてある時、右と左に同じ量だけ移動させたときの、プレート端からの距離に違いがあることに気付きました。そうなると、やはり、ピッタリと合わせたいと思い始めるじゃあないですか。それがまず第一の理由です。それ以外に、何となくですが、中心がずれてると左右前後のどこかが、印刷可能範囲からはみ出して印刷できないんだろうなって思ってて、それは、イカンよなってのがもう一つの理由でした。最大サイズを印刷したことがなかったので、そう思い込んでいたのでした。
中心を揃えても最大印刷サイズは変わらない?
で、前回の記事を執筆した後に、ちょっと試しで、仕様上の最大サイズで外壁一枚の枠を作って印刷してみると、中心を揃えても、揃えなくても、全く問題なく印刷できました。Mega-sのプレートは、印刷可能な最大サイズに対して十分に大きいようです。ただし、ズレの方向と量次第では、補正が必要になりそうです。今頃、気づくなよって感じですが、思い込みは怖いです。


ということで、理由の1つ目は満たしてはいたものの、2つ目は全く関係ありませんでした。前回記事の冒頭でつぶやいている、「ビルドプレートサイズいっぱいのモデルを印刷する需要がほぼ無いので問題はない」は撤回です。
話がちょっと脱線します。
これも今回はじめて気付いたことなのですが、最大サイズで印刷出来ないんです。左右前後とも最大サイズの210mmに対して208.7mmが限界です。正確に言うと、印刷できないのではなく、Cura上で処理できないということです。210mm角のモデルを読み込むと、モデルに斜線が入ってスライス不可になり、208.7mm角まで縮小してはじめてスライスが出来ます。この1.3はどこから?
じゃ、意味はないの?
じゃ、中心がズレていることに違和感を感じない場合は、わざわざ合わせる意味はないのかというと、まだ、詳しく検証していないので、何とも言えないのですが、仕様上の最大サイズを超えるモデルを印刷することが、もし、可能なようでしたら、中心を揃えることに意味が見えてきます。どの程度まで大きいモデルが印刷できるのかは、また後日、確認したいと思います。
新たに判明したこと
前回の記事の内容に関して、記事を公開した後に判明したことがあります。追加ならびに修正をしておきます。
オフセットを設定する命令が存在した
前回の記事では、プリンターの設定でノズルオフセットを設定する方法と、Start-GcodeにG92の命令を記述する方法をご紹介しましたが、新たに、M206という命令があることを学習しました。G92と同じようにStart-Gcodeなどに記述して一度実行すると、Mega-sのEEPEOMに書き込まれ、以降は、毎回読み込まなくても、オフセットされたままとなります。他にも、パソコンと繋いで直接EEPROMに書き込んだり出来るようです。M206に関しては、長くなりそうなので、別記事で書こうと思います。
”3”の意味がわかった
”3”って何?て方に簡単に復習を。
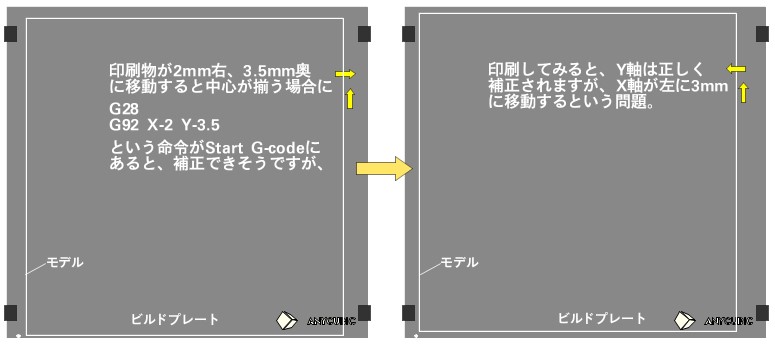
ノズルの現在位置の座標をセットする命令であるG92をStart-Gcodeに埋め込んで、モデルの印刷位置を調整する方法において、測定から得た値を設定しても、3mm だけ逆方向に補正されてしまう現象の理由が不明であった件です。
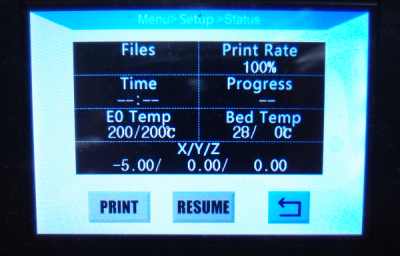
原因はとある勘違いでした。G28によるホーミング動作で到達した位置が、X0、Y0、Z0 になるのかと思っていたのですが、実際には、X-5、Y0、Z0 になるようです。
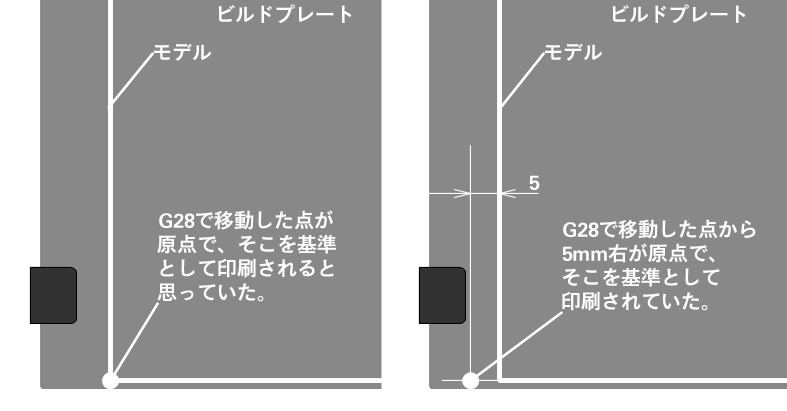
写真はホーミング直後の座標値です。Xの座標のみ”-5”になっているのが分かります。X-5にノズルがある時に、G92でX-2に書き換えていたわけですから、原点が3mmマイナス方向に移動し、印刷結果もマイナス側に3mmズレていたことになります。
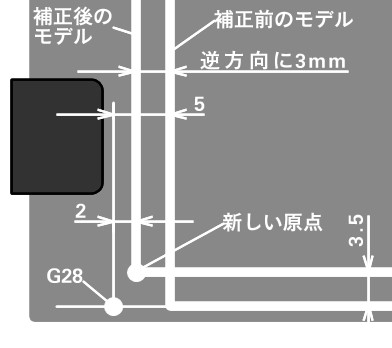
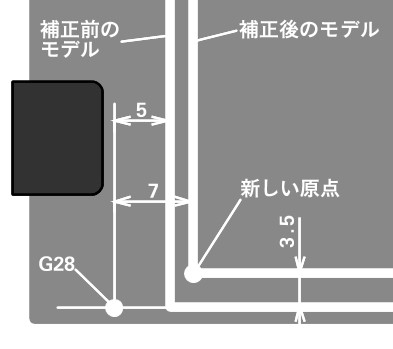
したがって、この場合の正解は、ノズルの現在位置(G28での移動先)が、X-7、Y-3.5になるように新しい原点を設定すればいいので、
G28
G92 X-7 Y-3.5
となります。
前回記事で、Xの値にマイナスがダメみたいなことを書いていましたが、間違いです。訂正いたします。なお、X座標の”-5” という値がどこに設定されているのかは、まだ分かっていません。
あとがき
新しいことが分かると、また新しい疑問が芽生えてきます。今まで、パソコンとMega-sをUSBで接続することは避けてきた(なぜだ?)のですが、オフセットの値が3Dプリンター側に記憶されているんじゃないかと疑うようになって、とうとう接続してしまいました。新しい世界がまた見えました。ということで、しばらくは、印刷位置修正問題やUSB接続して出来ることの話しが続きそうな予感がします。
では、また。
コメント