Cura 4.9.0 のプリント設定の項目を解説するシリーズとして書いてきましたが、先日、4.9.1 が公開されました。プロファイルの追加とバグフィックスのみで機能に変更はないようですので、本移動編より4.9.1対応表記で書き進めようと思います。
この記事はCura 4.9.1 で Anycubic Mega-s を選択したときに表示される項目について解説したものですので、デュアルエクストルーダー対応の機能などは省略しております。
- 引き戻し有効(Enable Retraction)
- レイヤー変更時に引き戻す(Retract at Layer Change)
- 引き戻し距離(Retraction Distance)
- 引き戻し速度(Retraction Speed)
- 余分な押し戻し量の引き戻し(Retraction Extra Prime Amount)
- 引き戻し最小移動距離(Retraction Minimum Travel)
- 最大引き戻し回数(Maximum Retraction Count)
- 最小抽出距離範囲(Minimum Extrusion Distance Window)
- サポート引き戻し限界(Limit Support Retractions)
- コーミングモード(Combing Mode)
- 引き戻しのない最大コム距離(Max Comb Distance With No Retract)
- 外壁の前に引き戻す(Retract Before Outer Wall)
- 移動は印刷したパーツを回避する(Avoid Printed Parts When Traveling)
- 移動はサポートを回避する(Avoid Supports When Traveling)
- 移動回避距離(Travel Avoid Distance)
- レイヤー始点X(Layer Start X)
- レイヤー始点Y(Layer Start Y)
- 引き戻し時のZホップ(Z Hop When Retracted)
- 印刷パーツに対するZホップ(Z Hop Only Over Printed Parts)
- Zホップ高さ(Z Hop Height)
引き戻し有効(Enable Retraction)
フィラメントの押し出しを停止した状態でノズルを移動(以後、単に移動と表記した場合フィラメントの押し出し無しの移動を表します)させる時、今まで印刷のために押し出されていたフィラメントは瞬時に流れを止めることが出来ません。ノズル内はフィラメントで満たされておりノズル内の圧力は高いままですので、意図しない流出が続き、糸引きや次の印刷開始付近での押し出し不足が発生します。これを防ぐため押し出し停止時にフィラメントを引き戻します。次の印刷開始場所では引き戻された分が押し戻され印刷を開始します。この動作のため、ノズルは一瞬停止する必要があり印刷時間が長くなります。また、引き戻しが短い区間で頻発した場合、フィーダーのギヤがフィラメントを傷付け、押出不良、欠損などの原因となります。
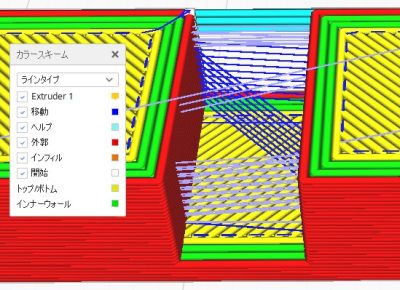
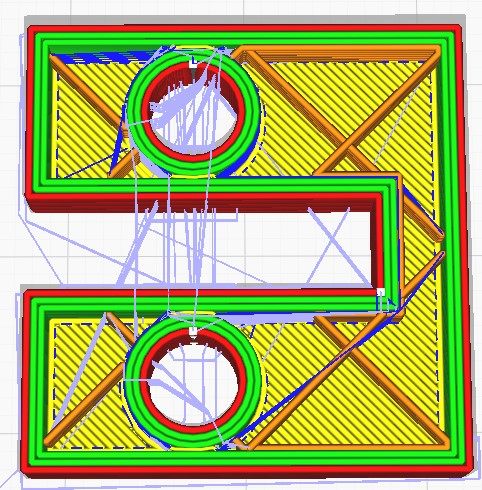
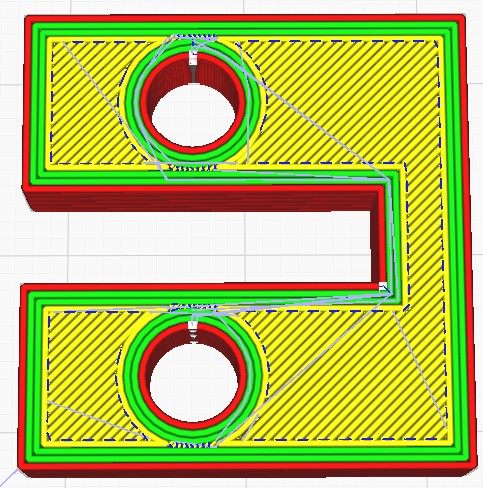
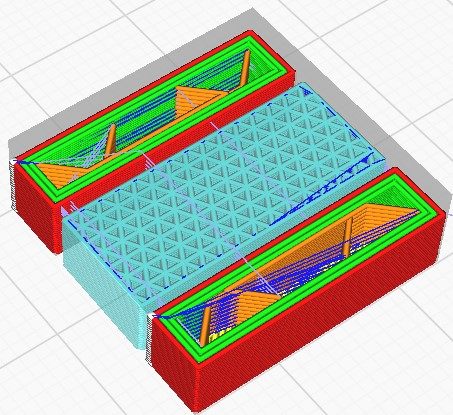
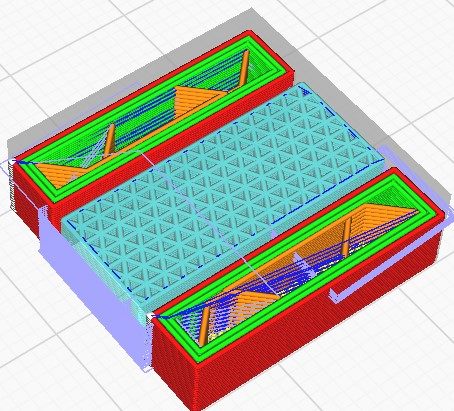
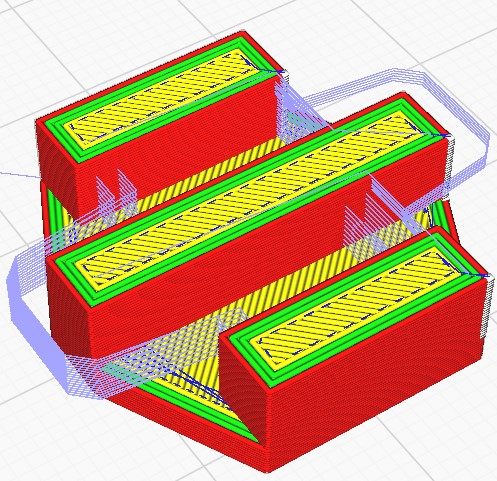
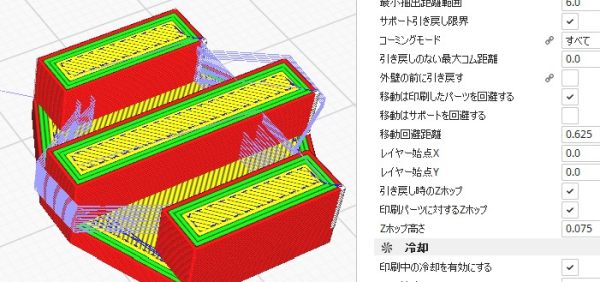
移動時に引き戻しが発生しているかどうかはプレビュー画面のカラースキーム、ラインタイプで確認できます。濃い青色が引き戻しを伴わない移動で、淡い紫色は引き戻しを伴います。
レイヤー変更時に引き戻す(Retract at Layer Change)
ここを有効にすると、次のレイヤーに移動するときにフィラメントが引き戻されます。レイヤー変更時の意図しないフィラメントの流出による表面の欠陥を防ぎますが、引き戻し動作により、一定時間ノズルが留まることによる表面欠陥とどちらが問題なのかを検討する必要があります。
引き戻し距離(Retraction Distance)
引き戻し動作を行う際に何ミリ引き戻すのかを設定します。必要以上の距離を引き戻すと時間がかかりますので、印刷時間が長くなり、同じ場所にノズルが留まることによるブロブの発生が懸念されます。また、フィーダーによるフィラメントの傷が広範囲に広がります。
フィーダーとノズルが離れている構造を持つ3Dプリンター(Mega-sもそのひとつ)では、引き戻し距離を十分大きく取らないと、フィーダー、ノズル間のチューブ内の遊びを吸収できません。
引き戻し速度(Retraction Speed)
引き戻し動作時のフィラメントの速度を指定します。引き戻しと押し返しの両方の速度を同時に指定します。フィーダーによるフィラメント損傷の影響が問題とならない範囲で速くすると時間節約とブロブ防止に効果的です。
引き戻し速度の取り消し(Retraction Retract Speed)
次の印刷開始場所に向かう前にフィラメントを引き戻す速度を指定します。フィーダーによるフィラメント損傷の影響が問題とならない範囲で速くすると時間節約とブロブ防止に効果的です。
押し戻し速度の取り消し(Retraction Prime Speed)
印刷開始場所に到達した後、引き戻された距離だけ押し返す時のフィラメントの速度を指定します。フィーダーによるフィラメント損傷の影響が問題とならない範囲で速くすると時間節約とブロブ防止に効果的です。
余分な押し戻し量の引き戻し(Retraction Extra Prime Amount)
通常、移動前に引き戻した量と印刷開始時に押し返す量は同一で問題ありませんが、移動中に何らかの理由でフィラメントが溶出した場合、印刷開始時にフィラメント不足が発生するため、追加で押し出すフィラメント量を体積で指定します。多く出しすぎるとブロブの原因となります。柔らかいフィラメント使用時の反応速度の補正にも使えるようです。
引き戻し最小移動距離(Retraction Minimum Travel)
移動距離が短い場合は意図しないフィラメントの流出による影響が少ないので、引き戻し動作をするメリットよりデメリットが多くなります。移動距離がここで指定した長さより短い場合は引き戻し動作をしません。
最大引き戻し回数(Maximum Retraction Count)
[最小抽出距離範囲] で設定した範囲(長さ)の間で引き戻し動作ができる回数を指定します。この回数を超えると引き戻し動作が制限されるので、フィラメント切断等のトラブルが減りますが、ここは引き戻ししてよ~。という大事な時に引き戻ししないかも知れません。
最小抽出距離範囲(Minimum Extrusion Distance Window)
[最大引き戻し回数] の対象となる範囲(長さ)を指定します。これを長くすると引き戻し回数が減少することに繋がります。
サポート引き戻し限界(Limit Support Retractions)
ここにチェックを入れるとサポートからサポートに移動する時に引き戻し動作をしません。ただし、サポートとサポートの間にモデルが有る場合は引き戻し動作が入ります。また、コーミングモードがOFFの時には引き戻し動作が入りますが、コーミングモードがONでも [移動は印刷したパーツを回避する] のチェックを外すと引き戻し動作が入ったりと、ここの有効無効には色々条件がありそうです。
コーミングモード(Combing Mode)
コーミングとは既に印刷した領域内だけを使って移動し、出来る限りアウターウォールを横切らないようにパスを求めるモードです。表面の欠陥を少なくする目的があります。移動するのは内部なので、糸引きが少々見受けられても良いため、引き戻しの動作は基本的に無くなります。そのため、糸引きなどで余分に流出した分だけ、移動後の印刷開始時に押し出し不足が発生します。
ドロップダウンリストの4つのオプションからいずれかを選択します。
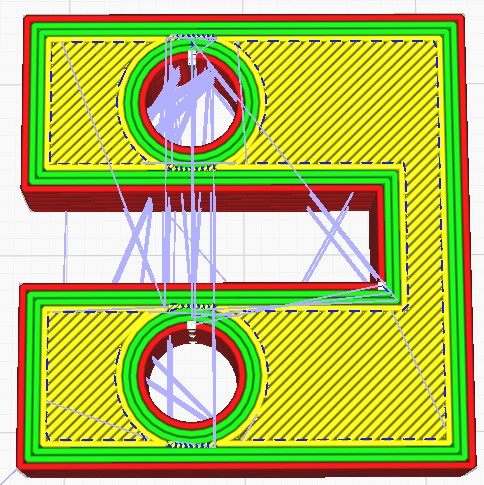
オフ(Off)
コーミングモードをOFFにします。移動時には引き戻し動作が入り、次の印刷開始場所には特に何かを回避するわけでもなく直線的に移動します。
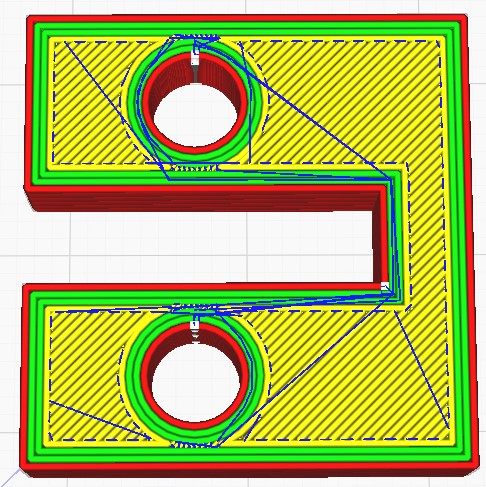
すべて(All)
アウターウォール以外の場所を使って移動します。基本的に引き戻し動作はありません。形状によっては迂回距離が長くなり印刷時間に影響が出ます。
スキン内にない(Not in Skin)
アウターウォールとスキン以外を使って移動します。基本的に引き戻し動作はありません。形状によっては迂回距離が長くなり印刷時間に影響が出ます。
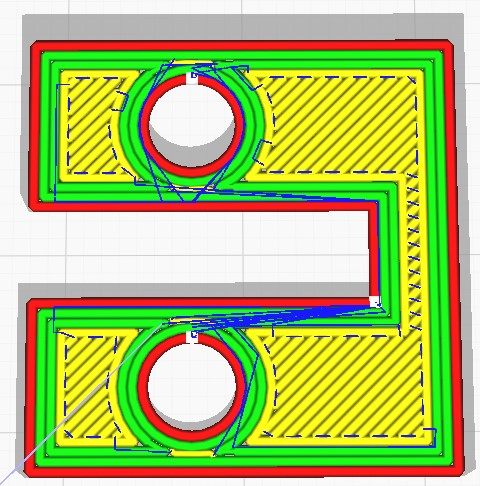
インフィル内(Within Infill)
インフィルのみを使って移動します。インフィルの無い層では引き戻しをして移動します。
引き戻しのない最大コム距離(Max Comb Distance With No Retract)
モデル内部を移動するコーミングモードでは、基本的に引き戻し動作がありません。ビジュアル的には問題がなくても、移動時に流出するフィラメント分だけ、移動後の印刷では押し出し不足が発生します。これを防ぐため、コーミングモードのパスを維持したまま引き戻しを行うことが出来ます。
ここで指定した距離より長い距離を移動する場合は、ウォールを越えていない移動でも引き戻しの動作が入ります。0 を指定した時はこの設定は無効となります。
外壁の前に引き戻す(Retract Before Outer Wall)
アウターウォールに移動する際に引き戻しの動作が入ります。アウターウォールにブロブが発生するのを防ぐためです。ただし、引き戻し動作で印刷開始地点に一瞬停止することによるブロブ発生もあり得るのでどちらが原因が見極める必要があります。
移動は印刷したパーツを回避する(Avoid Printed Parts When Traveling)
コーミングモードの時のみ設定できる項目で、この設定を有効にすると、既に印刷されたモデルを避けて移動します。
移動はサポートを回避する(Avoid Supports When Traveling)
通常、サポートは綺麗である必要性もなく、ブロブなどが少々発生しても問題ありませんが、各層の同じ場所にブロブが発生し蓄積するとノズルとの干渉に気をつける必要があります。この設定を有効にすると移動時にサポート上を通らなくなります。
移動回避距離(Travel Avoid Distance)
既に印刷されたモデルを水平方向で回避する際のモデルとノズルの距離を指定します。確実に避けるには値を大きくしますが、近接するモデルがある場合など、形状によっては回避パスが見つからなくなる可能性もあります。
レイヤー始点X(Layer Start X)
ここに設定するX座標と次に設定するY座標により印刷開始点を指定します。単品印刷ではそのモデル内での印刷開始点の指定ですが、複数のモデルを印刷する場合はどのモデルから印刷するかを指定する意味合いもあります。
Zシームと似た感じですが、Zシームがアウターウォールの印刷開始場所を指定するのに対して、こちらは基本的に(外壁優先などのオプションで変わります)インフィルもしくはインナーウォールの印刷開始場所を指定することになります。
レイヤー始点Y(Layer Start Y)
ここに設定するY座標と前で設定したX座標により印刷開始点を指定します。
引き戻し時のZホップ(Z Hop When Retracted)
この設定を有効にすると、既に印刷されたモデルとの接触を防ぐため、引き戻し動作が伴う移動時にノズルが上方に回避するようになります。
印刷パーツに対するZホップ(Z Hop Only Over Printed Parts)
この設定にチェックを入れると、既に印刷されたモデルの回避動作が水平方向優先になります。この項目名の日本語訳だとチェックを入れるとZ軸方向で回避しそうですが、逆です。
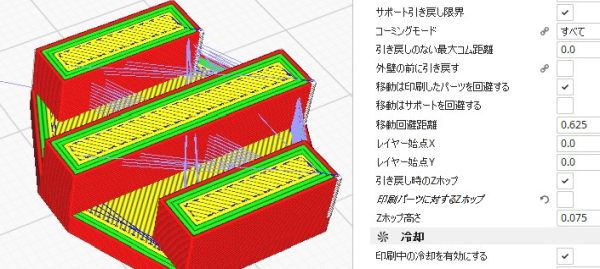
Zホップ高さ(Z Hop Height)
Zホップする場合の高さを設定します。あまり低いと微妙に垂れてるフィラメントがモデルに当たるかも知れませんが、Z軸の移動速度はX/Y軸に比べてずいぶん遅いですので、必要以上に高くすると印刷時間に影響します。
Cura のプレビュー画面では、引き戻し動作が有るか無いかの判断はできますが、Zホップ高さの確認ができませんので、Gコードを見るか実際に印刷しないと状況が見えません。
移動編は以上です。
Cura 4.9.1 のその他の情報はこちらでどうぞ。
コメント
コーミングモードがよくわからなかったので勉強になりました。ありがとうございます!
なん様
コメントありがとうございます。
私の拙い記事でもお役に立てたみたいで嬉しく思います。
今後ともよろしくお願いいたします。
PLAだと○○など、推奨設定値などあればとても助かります
コメントありがとうございます。
管理人のrimoです。
お気持ち、大変よく分かります。
私も、具体的な答えを求めてネットをさまようことがあります。
で、推奨設定値。書きたいのは山々なのですが、とても難しい問題です。
理由は色々ありますが、一番大きいのは、各設定が絡み合っていることです。
他の設定が変わると答えが変わります。全体を見渡す必要があります。
結局、私の推奨値についての一つの答えは、
「Curaのデフォルトが一応の推奨値だ」
ということです。全体を見ていますので。
すみません。答えになっていませんね。
具体的に何か問題が発生しているようでしたら、
コメント欄やお問い合わせのページからお問い合わせください。
分かる範囲でお答えしますので、お気軽にどうぞ。