プリント設定の項目をもれなく解説することを目指すシリーズ第8弾。冷却編です。
この記事はCura 4.9.1 で Anycubic Mega-s を選択したときに表示される項目について解説したものですので、デュアルエクストルーダー対応の機能などは省略しております。
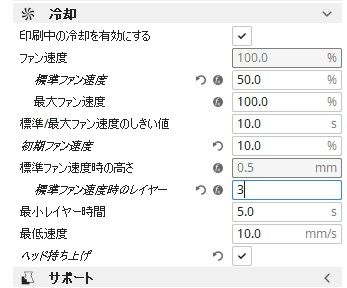
印刷中の冷却を有効にする(Enable Print Cooling)
この設定により、ファンによる印刷物の冷却の有効または無効を切り替えます。ONにすることにより、以降のファン関連の設定ができるようになります。
フィラメントを溶かして積み重ねるタイプの3Dプリンターにおいて、次のレイヤーを印刷するときには、現在印刷しているレイヤーは冷却され固化されている必要(しっかりとした土台となる)があります。これを実現するためCuraでは、冷却ファンの速度や、1層ごとの印刷時間をコントロールします。
Mega-s 限定 コントロールされるファンはどれ?
冷却の設定でコントロールされるファンはどのファンなのか気になった方はいませんか?
正解は向かって左側のスリットから風が吹き出してくるファンです。
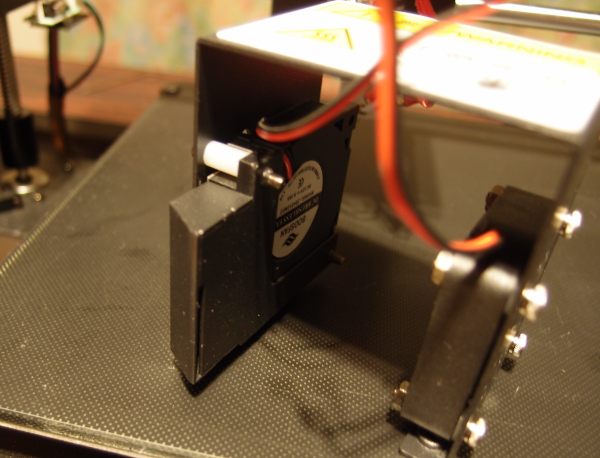
ちなみに、右側のファンはノズル上部の放熱フィンあたりの冷却を目的としています。ノズル周囲の温度が65度以上で回転し始めます。
ファン速度(Fan Speed)
印刷物の冷却用ファンの回転速度を最高回転速度が100%とする割合で指定します。
ファン速度が速いほどしっかりと冷却できますので、前層が土台としてより良くなります。ただし、材質によっては冷却による収縮で反りが発生し易くなります。
Mega-s 限定 実際、何パーセントまで下げることが出来る?
回転速度を0~100%でコントロールできるようですけど、あまり低いと回らないんだろうなと思って確認してみました。
10%あたりから徐々に下げていき、回らなくなる値をチェックです。
3%では回りませんが、4%で何とか回りました。で、実用的かといえば、ほぼ風を感じないので、一応回るといった感じです。
標準ファン速度(Regular Fan Speed)
1層の印刷時間が [標準/最大ファン速度のしきい値] に設定した秒数以上の場合の回転速度を指定します。言い換えると、1層の印刷時間が長く、十分に冷却できる場合のファン速度となります。
材質の特性によりファン速度は変化し、PLAの場合は標準ファン速度も100%が最適です。
最大ファン速度(Maximum Fan Speed)
1層の印刷時間が [最小レイヤー時間] に設定した秒数以下の時の回転速度です。1層の印刷時間が短くなり冷却に余裕がなくなった時のファン速度です。[標準ファン速度] から [最大ファン速度] までの速度変化は、印刷時間に応じて決定されます。
標準/最大ファン速度のしきい値(Regular/Maximum Fan Speed Threshold)
1層の印刷時間がここに設定した時間より長い場合は、[標準ファン速度] で設定したファン速度で冷却され、短くなった場合は、[標準ファン速度] では冷却に余裕がなくなるため、その印刷時間に応じてファン速度が [最大ファン速度] に向かって速くなります。
初期ファン速度(Initial Fan Speed)
初期層印刷時のファン速度を指定します。ビルドプレートへの密着性を向上させるため、通常の速度より遅めにします。
Cura のバージョン 4.9.0 以降の初期値は 0% ですが、4.8.0 では100%が初期値となっていますので、4.8.0を使っている方でビルドプレートへの密着が悪い場合はご確認ください。
標準ファン速度時の高さ(Regular Fan Speed at Height)
初期層は密着性の確保のためファン速度を遅くしますが、何処かの段階で標準のファン速度に戻す必要があります。ここに設定した高さに到達した時に標準ファン速度になるよう段階的にファン速度が調整されます。
標準ファン速度時のレイヤー(Regular Fan Speed at Layer)
標準のファン速度に戻す高さをmmで指定する代わりにレイヤー数で直接指定することができます。通常は、 [標準ファン速度時の高さ] と [レイヤー高さ] からレイヤー数が計算され自動で入力されます。
最小レイヤー時間(Minimum Layer Time)
1層の印刷時間があまりに短いと、ファンの最高速度で冷却しても冷却が追いつかなくなります。ここで設定した時間より1層の印刷時間が短い場合はノズルの動きを遅くすることで印刷時間の延長を試みます。
最低速度(Minimum Speed)
上記の [最小レイヤー時間] の設定によりノズルの動きが遅くなった場合に、印刷品質の観点から際限なく印刷速度を遅くすることは出来ません。そこで、最低速度を設定することにより、ノズルの動きが遅くなりすぎることを防ぎます。
ヘッド持ち上げ(Lift Head)
[最低速度] で印刷しても [最小レイヤー時間] より印刷時間が短くなる場合、2つの選択肢があります。
1つ目は、ここの設定にチェックを入れてヘッド持ち上げを有効にした場合で、レイヤー印刷終了後にノズルが退避位置に移動し、[最小レイヤー時間] になるのを待ってから、次のレイヤーの印刷を開始します。この時のノズルの上方への移動量は3mmで固定です。

薄い紫色が退避の動作を表しています。
そしてもう一つが、チェックを外してヘッド持ち上げを無効にした場合で、[最小レイヤー時間] の制限をあきらめて直ちに次のレイヤーを印刷します。冷却が完全ではありませんので、おそらく完全に固化していないレイヤーの上に印刷することになります。
上図の四角錐を印刷するGコードからレイヤーごとのファン速度、印刷速度、印刷時間、退避時間を拾い出してみました。興味のある方は御覧ください。
スライス条件は以下のとおりです。
レイヤー高さ:0.3mm
印刷速度:50mm/s
初期レイヤー速度:25mm/s
遅いレイヤーの数:2
冷却の条件は下図のとおりです。
下表において数字は次のような意味を持ちます。
- ファン速度はM106S()で指令し、カッコの中は0(0%)~255(100%)が入ります。
したがって、LAYER:0の25.5は10%のファン速度で初期ファン速度です。 - 印刷速度はF()で指令し、単位はmm/分です。したがって、3000mm/分は50mm/sです。
- 印刷時間はGコード内の各レイヤー印刷の最後に記載される”TIME_ELAPSED”の値から計算しています。フィラメントの押し出しを伴わない移動時間が含まれているのかどうかなど不明な点があります。そのためか、[標準/最大ファン速度のしきい値] や [最小レイヤー時間] と実際の動作に差異があります。
- 退避時間はG4P()で指令し、単位はmsです。
| レイヤーNo | ファン速度 M106 S() | 印刷速度 G1 F() | 印刷時間 (秒) | 退避時間 G4 P() | 備考 |
|---|---|---|---|---|---|
| LAYER:0 | 25.5 | 1500 | 28.648 | – | [初期レイヤー速度]の影響で印刷速度が 遅くなっています。 |
| LAYER:1 | 76.5 | 2250 | 17.086 | – | |
| LAYER:2 | 127.5 | 3000 | 13.145 | – | 3レイヤー目で標準ファン速度(50%)に 達しています。 |
| LAYER:3 | ↑ | ↑ | 12.122 | – | |
| LAYER:4 | ↑ | ↑ | 11.585 | – | |
| LAYER:5 | 141.9 | ↑ | 10.813 | – | しきい値の10sとは微妙なズレがありますが、 ここからファン速度が上昇します。 |
| LAYER:6 | 156 | ↑ | 10.298 | – | |
| LAYER:7 | 171.4 | ↑ | 9.578 | – | |
| LAYER:8 | 184.6 | ↑ | 9.089 | – | |
| LAYER:9 | 199.1 | ↑ | 8.411 | – | |
| LAYER:10 | 211.5 | ↑ | 7.948 | – | |
| LAYER:11 | 225 | ↑ | 7.317 | – | |
| LAYER:12 | 236.6 | ↑ | 6.880 | – | |
| LAYER:13 | 249 | ↑ | 6.293 | – | |
| LAYER:14 | 255 | 2881.9 | 6.031 | – | [最小レイヤー時間]に反応しています。 ファン速度は最大で、印刷速度が遅くなり はじめます。 |
| LAYER:15 | ↑ | 2606.3 | 5.842 | – | |
| LAYER:16 | ↑ | 2361.1 | 5.780 | – | |
| LAYER:17 | ↑ | 2114.4 | 5.610 | – | |
| LAYER:18 | ↑ | 1889.5 | 5.574 | – | |
| LAYER:19 | ↑ | 1646.7 | 5.438 | – | |
| LAYER:20 | ↑ | 1467 | 5.424 | – | |
| LAYER:21 | ↑ | 1252.6 | 5.326 | – | |
| LAYER:22 | ↑ | 1092.4 | 5.318 | – | |
| LAYER:23 | ↑ | 905.4 | 5.255 | – | |
| LAYER:24 | ↑ | 765.3 | 5.249 | – | |
| LAYER:25 | ↑ | 604.4 | 5.215 | – | |
| LAYER:26 | ↑ | 600 | 5.950 | 949 | 印刷速度が [最低速度]になったので 退避が入り始めます。 |
| LAYER:27 | ↑ | 600 | 6.989 | 2069 | |
| LAYER:28 | ↑ | 600~1500 | 7.087 | 4036 | 印刷部位によって印刷速度に 変化がありました。詳細は不明です。 |
| LAYER:29 | ↑ | 600 | 6.961 | 3652 | |
| LAYER:30 | ↑ | 600~1500 | 7.019 | 4681 | |
| LAYER:31 | ↑ | 600~1500 | 6.940 | 4856 | |
| LAYER:32 | ↑ | 600 | 6.813 | 4957 |
冷却編は以上です。
Cura 4.9.1 のその他の情報はこちらでどうぞ。

コメント