- 壁の厚さ(Wall Thickness)
- ウォール移行長さ(Wall Transition Length)[5.0.0 以降]
- ウォール分配数(Wall Distribution Count)[5.0.0 以降]
- ウォール移行しきい値角度(Wall Transitioning Threshold Angle)[5.0.0 以降]
- ウォール移行フィルターマージン(Wall Transitioning Filter Margin)[5.0.0 以降]
- 外壁移動距離(Outer Wall Wipe Distance)
- 外壁はめ込み(Outer Wall Inset)
- 壁印刷順序の最適化(Optimize Wall Printing Order)
- ウォール順序(Wall Ordering)[5.0.0 以降]
- 外壁優先(Outer Before Inner Walls)[4.13.1 まで]
- 代替予備壁(Alternate Extra Wall)
- 最小ウォールライン幅(Minimum Wall Line Width)[5.0.0 以降]
- 壁補正(Compensate Wall Overlaps)[4.13.1 まで]
- 最小壁フロー(Minimum Wall Flow)[4.13.1 まで]
- 引き戻し優先(Prefer Retract)[4.13.1 まで]
- 隙間充填(Fill Gaps Between Walls)[4.13.1 まで]
- 小さなギャップのフィルターアウト(Filter Out Tiny Gaps)[4.13.1 まで]
- 薄壁印刷(Print Thin Walls)
- 最小フィーチャーサイズ(Minimum Feature Size)[5.0.0 以降]
- 最小薄肉ウォールライン幅(Minimum Thin Wall Line Width)[5.0.0 以降]
- 水平展開(Horizontal Expansion)
- 初期層水平展開(Initial Layer Horizontal Expansion)
- 穴の水平展開(Hole Horizontal Expansion)
- Zシーム合わせ(Z Seam Alignment)
- Zシーム位置(Z Seam Position)
- シームコーナー設定(Seam Corner Preference)
- 相対Zシーム(Z Seam Relative)
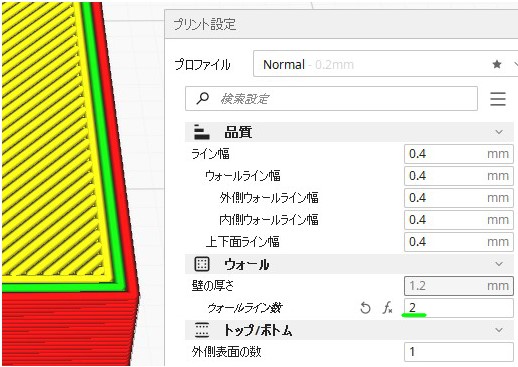
壁の厚さ(Wall Thickness)
モデルのウォールの厚さをmmで指令します。アウターウォールとインナーウォールの合計の厚さです。
[外側ウォールライン幅] と [内側ウォールライン幅] が同じ値であれば、その値の倍数が設定値となります。黄色のラインが実際の印刷では、ほぼ壁ですが、壁の厚さには含まれません。あくまでも、[外側表面の数] で指定された数のスキン外周です。
壁を厚くするとより頑丈なモデルが作成されますが、印刷時間とフィラメント使用量が増加します。
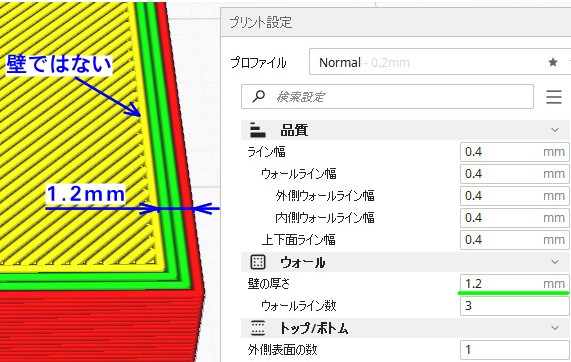
[壁の厚さ] を変更すると [ウォールライン数] が自動で変更されます。
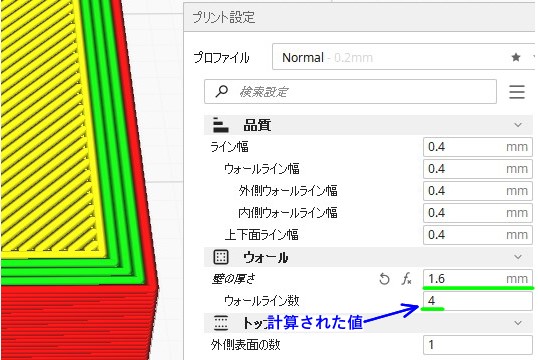
[壁の厚さ] とライン幅との関係に矛盾が生じた場合は、設定した[壁の厚さ]になるべく近い [ウォールライン数] が計算されます。実際に印刷される厚さは、設定値の壁の厚さではなく、[外側ウォールライン幅]、[内側ウォールライン幅]、[ウォールライン数] で計算された値となります。
ウォールライン数(Wall Line Count)
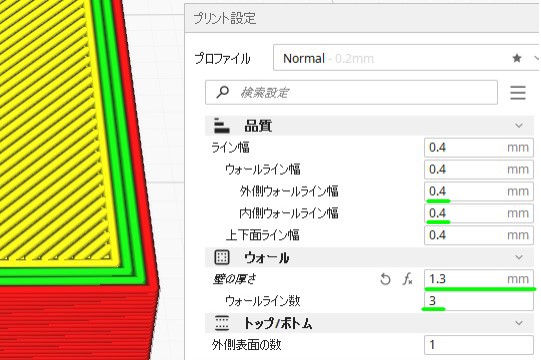
モデルの壁の厚さをmmで指令する代わりに、ウォールの数で指定します。
ここの数値を変えると、設定した [ウォールライン数] と [外側ウォールライン幅]、[内側ウォールライン幅] で計算された壁の厚さ(計算された値が表示されるわけではありません)で印刷されます。なお、[壁の厚さ] は設定できないようにグレーアウトします。
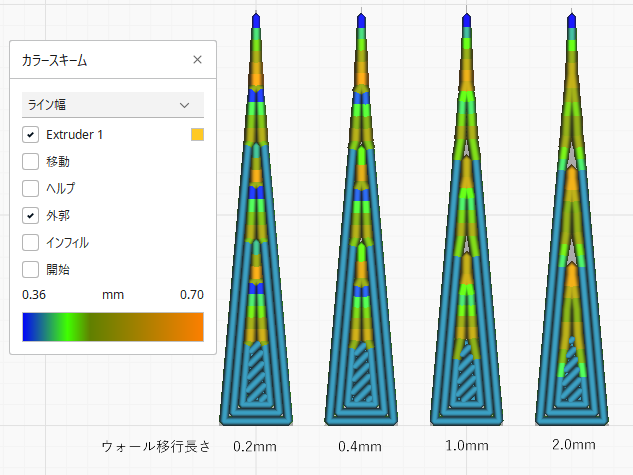
ウォール移行長さ(Wall Transition Length)[5.0.0 以降]
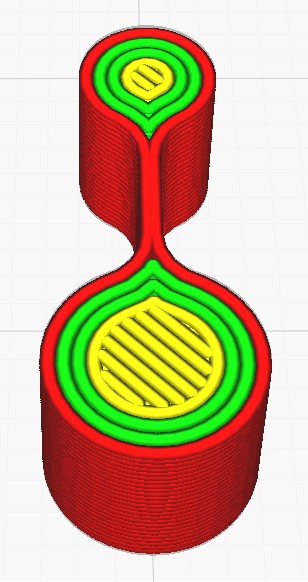
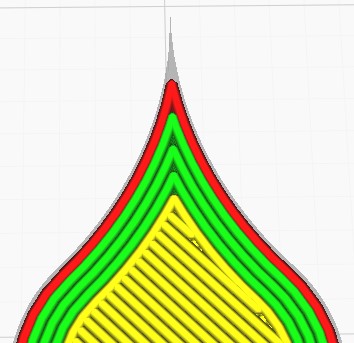
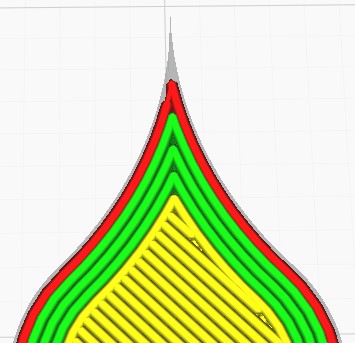
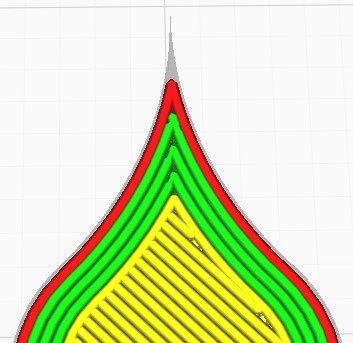
壁の厚さが徐々に薄くなったり厚くなったりする場合に、ラインの幅が動的に変更され、その厚さに対応しますが、ライン幅の変更だけでは対応できなくなった場合にはラインの数を増減させて対応します。このライン数の増減の時にどの程度の距離(長さ)を使って移行するのかを設定します。下図は「ウォール移行長さ」の変更による移行の違いを見ています。移行長さを長くするほど移行部位での印刷されない隙間が発生することが見て取れます。移行長さが短い場合は、移行部分での角度が急になるため、モデルでは存在しない角が外壁表面に出来てしまうこと、ライン幅の変化量が増えること等がマイナス部分だと思います。ただ、実際に印刷してみると4パターンともほぼ見分けがつかない結果となりました。標準的な値はライン幅の設定値と同じか2倍程度までだそうです。デフォルトはライン幅と同値です。
なお、この設定値は外壁、内壁のみでなくスキン、インフィル、サポートに壁を追加する設定にした場合の壁や、同心円パターン鋭角部にも適用されます。
その壁も「ウォール移行長さ」の影響を受けます。

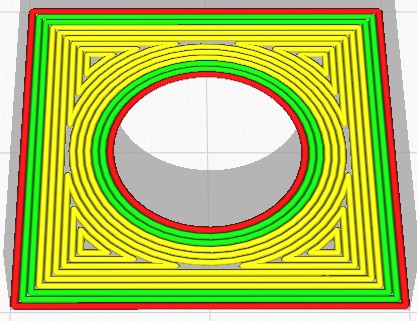
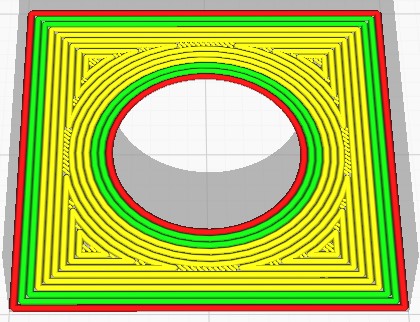
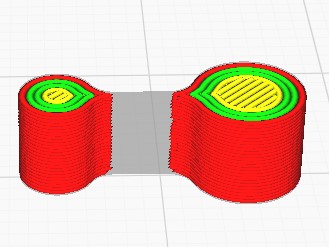
ウォール分配数(Wall Distribution Count)[5.0.0 以降]
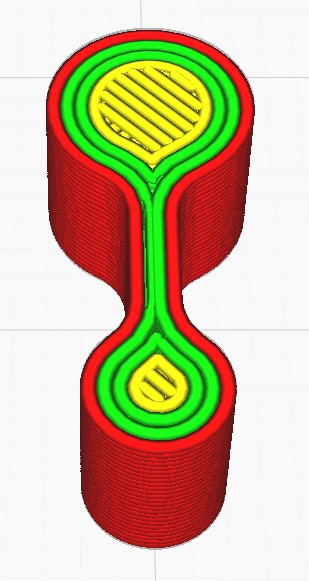
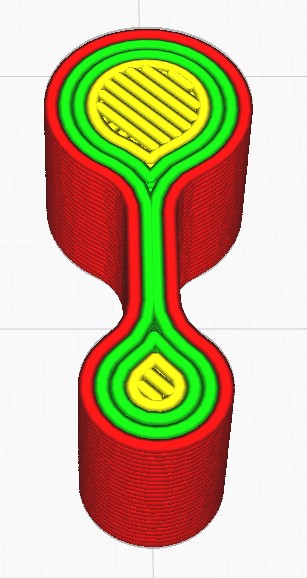
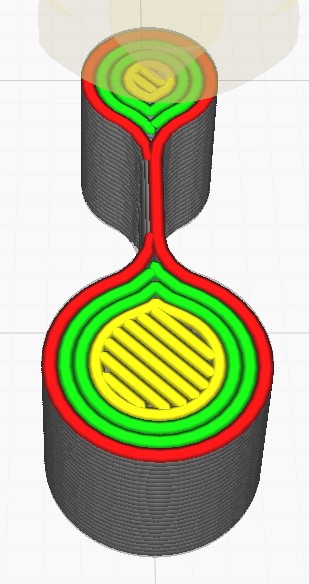
ライン幅が変動することにより壁の厚さに対応できることがメリットではありますが、綺麗で安定した印刷という観点から見るとノズル径に見合った一定のライン幅で印刷する事が望まれます。従って、Curaは直接見ることの出来る外壁は一定幅で印刷を行い、幅の変動する不安定な印刷はなるべく内側のラインを使おうとします。もちろん外壁しか存在しない場合は外壁のライン幅が変動します。また、場合によっては中央のラインのみに変動を集中させるより、複数のラインで変動幅を分散した方が良いかもしれません。
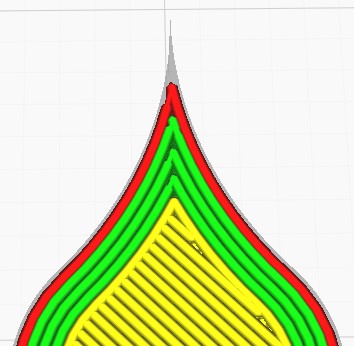
[ウォール分配数] では、変動することが許されるラインの数を指定します。ここに指定する数値は中央より両方向に数えますので、1を設定すると最大で中央の2本、2を設定すると最大4本のラインが変動の対象となります。ただし、必ず対象の本数すべてが変動するわけではないようです。
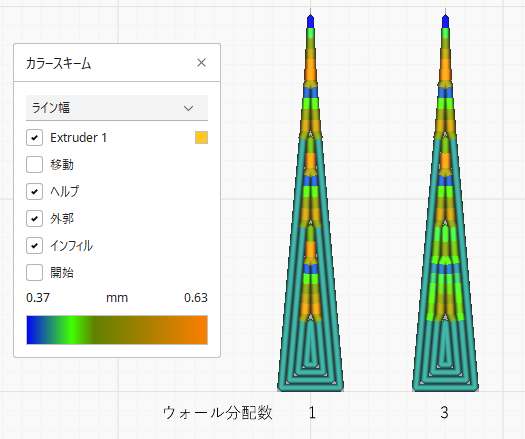
右側は最大6本分が可変ラインの対象ですが、
外壁は先端部分を除いて一定線幅になりました。
なお、この設定も、[ウォール移行長さ] と同様に外壁内壁のみでなくスキン、インフィル、サポートの追加の壁や、同心円パターンにも適用されます。
ウォール移行しきい値角度(Wall Transitioning Threshold Angle)[5.0.0 以降]
ライン幅の可変を行うかどうかは相対する壁の角度によって決まります。「ウォール移行しきい値角度」に設定した角度より小さい角度の形状ではライン幅の可変が行われ、それ以上では今まで通りの一定幅での印刷になります。

もし何らかの理由で可変ライン幅を使いたくない場合に「ウォール移行しきい値角度」を “0” にすれば良いような気がしますが、”0″ ではエラーが出てスライスが出来ません。
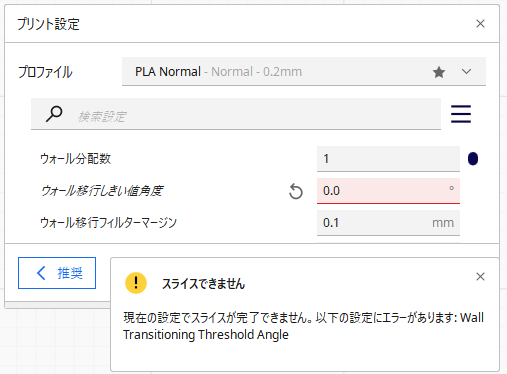
これは、二つの対向する壁が平行であった時に、そのモデルの幅を完全に埋め尽くすようライン幅を調整するためです。
なお、この設定も、外壁内壁のみでなくスキン、インフィル、サポートの追加の壁や、同心円パターンに適用されます。
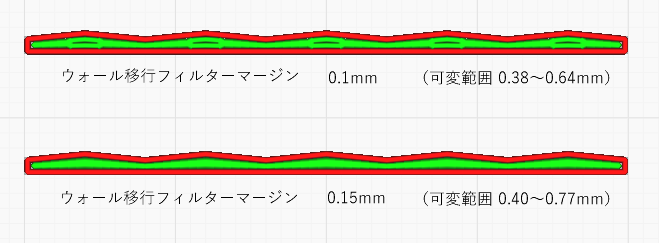
ウォール移行フィルターマージン(Wall Transitioning Filter Margin)[5.0.0 以降]
幅が微妙に変動する形状などで、ラインの数が交互に変化する場合があります。(下図上側)この場合、印刷が断続的になったり無駄な移動が発生するため印刷品質に影響が出てしまいます。「ウォール移行フィルターマージン」の値を増やすことによりライン幅が変動出来る可変範囲を増やすことができ、結果、ライン数の変動が少なくなります。(下図下側)ただし、変動幅が大きくなることで印刷ミスが起こる可能性もあります。
ラインの可変範囲はカラースキームのライン幅で表示される範囲を参考にしています。
Curaに表示されるツールチップによると、
このマージンによる変動可能範囲は、
細い方では
「最小ウォールライン幅」-「ウォール移行フィルターマージン」
で、太い方では
「最小ウォールライン幅」× 2 +「ウォール移行フィルターマージン」
となっています。
ただ、上図のライン数の変化例の場合、「最小ウォールライン幅」が0.34mmでしたので、変動可能範囲は、マージンが0.1mmの時でも0.24mm~0.78mmとなり、図の0.15mmの時のような結果になれるはずですが、そうはなっていません。何かもっと深くて複雑な計算が絡んでいるのかもしれません。
この設定も、外壁内壁のみでなくスキン、インフィル、サポートの追加の壁や、同心円パターンに適用されます。
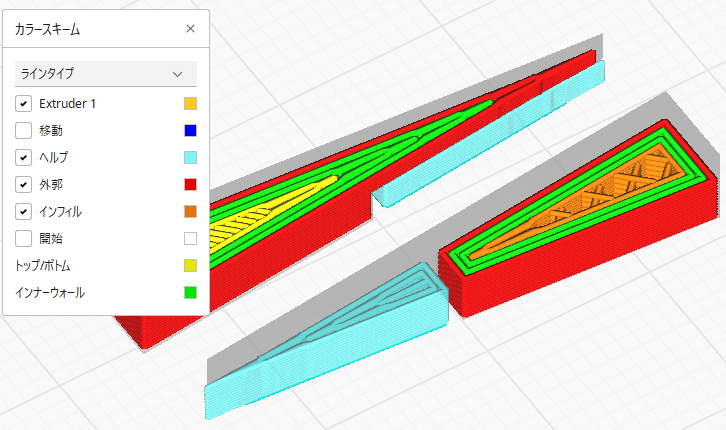
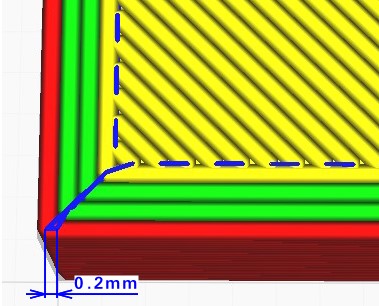
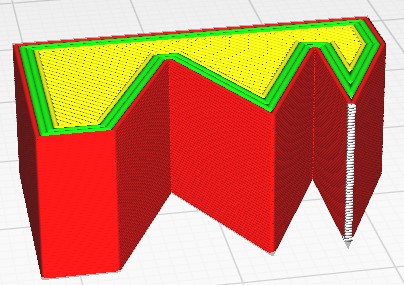
外壁移動距離(Outer Wall Wipe Distance)
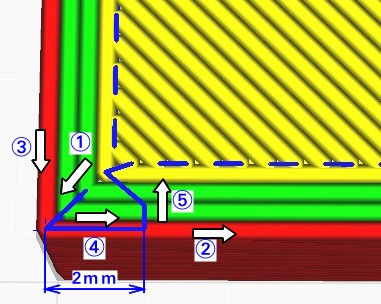
アウターウォールを印刷し終わった後、次の印刷先に移動する前に、ほんのわずかな距離だけフィラメントの押出し無しでノズルが移動します。この動作で継ぎ目が目立たなくなるのだそうです。読み込んでいるプリンターのノズル直径の半分の値が初期値です。下図の青線はフィラメントの押出し無しでの移動を表しています。
どのような動きをするのか確認するため、あり得ないくらい大きい値を入れて見てみました。印刷の動作は次のようになります。図中の丸付き数字と箇条書き番号は一致します。
- アウターウォール印刷開始位置への移動
- アウターウォールを印刷
- アウターウォール印刷終点へ
- 外壁移動距離設定値分だけ移動
- 次の印刷箇所へ
外壁はめ込み(Outer Wall Inset)
この値は、アウターウォールのライン幅をノズルの直径値よりも小さく設定した場合に、その差の半分の値が自動的に設定されます。アウターウォール印刷時に、ノズルがその値の分だけインナーウォール側に寄ります。
変更する目的は、アウターウォールの寸法精度の向上および、アウターウォールとインナーウォールの接着を強くすることです。
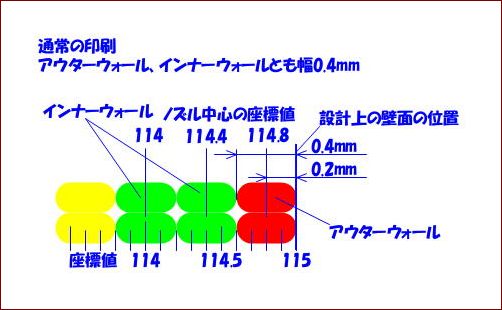
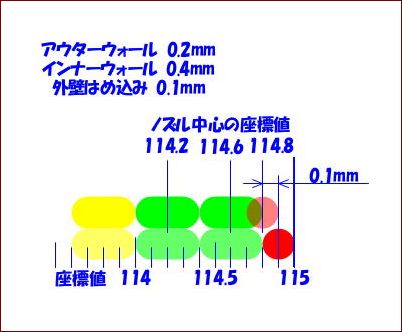
まず、通常の印刷時ですが、ノズル径とライン幅がともに0.4mmであった場合、アウターウォールのラインの端が設計上の位置となるようノズル中心の座標が計算されます。図の場合だとライン幅が0.4mmですので、設計上の座標115に対してライン幅半分の0.2mm内側(114.8)をノズルの中心が通ってアウターウォールを印刷します。それに合わせてインナーウォールの座標も求められます。
ライン幅をノズル径より細くした状態で、[外壁はめ込み] を0mmにした時は、通常時と同様にライン幅に合わせてインナーウォールも含めてノズル中心が計算されます。アウターウォールが薄くなった分だけインナーウォールが外に移動します。
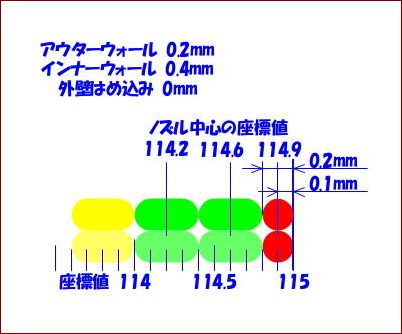
線幅の差をわかりやすくするためアウターウォールを極端に細くしています。通常こんな値は使いません。
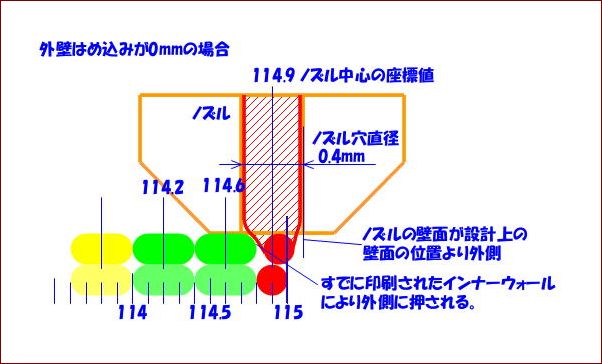
一見問題なさそうですが、ノズル直径より細いライン幅で押し出されたフィラメントは、すでに印刷されているインナーウォールの影響で外側へ流れる傾向があります。この時、ノズルの内壁が設計上の壁よりも外側に位置しているため、フィラメントが外側により流れやすくなり、結果として、寸法精度がプラス側に不安定になります。
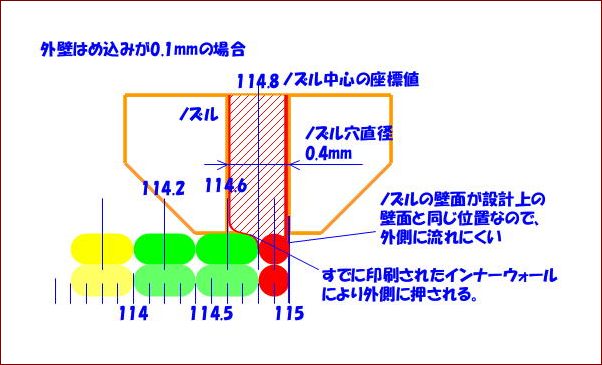
それに対して、[外壁はめ込み] に値が設定してあれば、インナーウォールの位置はそのままでアウターウォールのみが設定値分だけ内側に補正されます。図のようにフィラメントが重なるように押し出されますが、インナーウォールは固まっていますので、外側に押し出されるように印刷されます。
この設定値は前述しましたように、ノズル径とライン幅の差の半分の値なので、ノズルの壁面と設計上の壁面の位置は一致し、結果として、所望の位置に定着するとともにインナーウォールに押しつけられるように押し出されることにより壁同士の接着性も増します。
通常、自動で設定された値で問題ないと思います。
なお、インナーウォールが後回しとなる [外壁優先] にチェックが入っている場合は、インナーウォールの影響はありませんので、[外壁はめ込み] の値は自動的に0となり、補正はされません。
壁印刷順序の最適化(Optimize Wall Printing Order)
この設定を有効にすると、フィラメントの押出を伴わない移動とそれに伴うフィラメントの引き戻しがなるべく少なくなるようなパスを求めます。
最適化を行わない場合は、全てのインナーウォールを印刷した後にアウターウォールの印刷に取りかかりますが、最適化を行うと同じ場所のインナーウォール、アウターウォールを印刷し次の場所へ移動します。
隣接する壁を立て続けに印刷するため、完全に冷えていない壁に次の壁が接触することにより寸法精度に影響があるらしいのですが、印刷時間の短縮などのメリットの方が大きいと思われます。
ウォール順序(Wall Ordering)[5.0.0 以降]
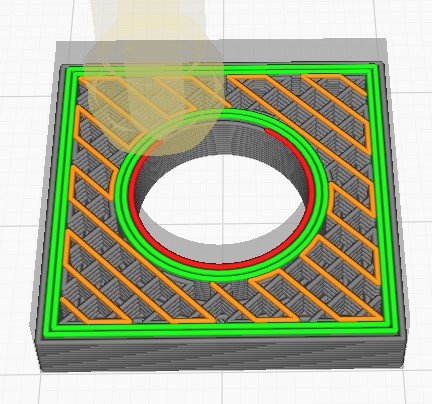
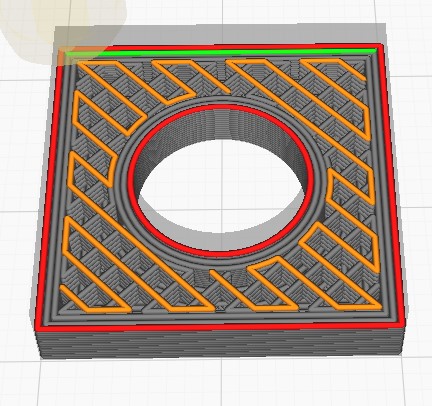
外壁を先に印刷する場合は、[外側から内側へ] を、内壁を先に印刷する場合は、[内側から外側へ] を選択します。
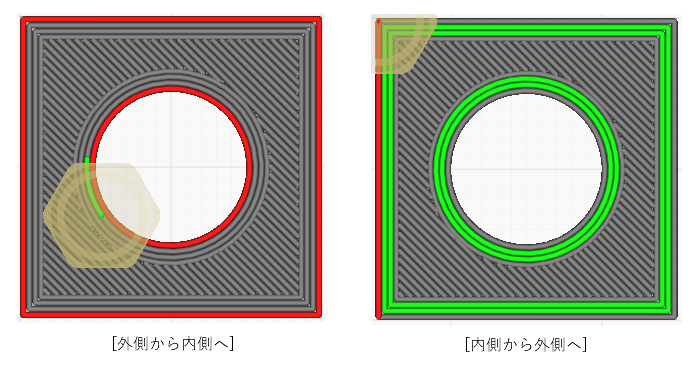
隣り合ったラインは側面同士がふれあい密着しますので、互いに影響を与えます。この際、先に印刷した方は、次のラインが印刷される間に冷え固まります(時間次第では固まっていないかもしれませんが、僅かでも時間差があります)ので、後から印刷した方が押し出される形となります。このため、外壁を先に印刷した方が寸法精度が良くなります。
一方、オーバーハング形状では内壁を先に印刷する方がうまくいきます。これは、外壁を先に印刷した場合に、外壁を支えられるは一層下のラインのみ(角度次第では支えるものが無い)ですが、内壁を先に印刷しておくと内壁の側面が外壁の側面を掴んでくれるためです。
なお、この設定は4.13.1までに存在した、[外壁優先(Outer Before Inner Walls)] と設定できる内容は同じで、項目名称と設定方法が変更になっただけです。
外壁優先(Outer Before Inner Walls)[4.13.1 まで]
この設定にチェックを入れると、アウターウォールから先に印刷します。
アウターウォールを先に印刷する目的は、すでに印刷されたインナーウォールの影響でアウターウォールが外に流れる傾向を防ぐことと、インフィルのパターンがアウターウォールに影響を及ぼさないようにすることです。
ただし、オーバーハングの印刷は悪化します。
バージョン5.0.0から項目名称が [ウォール順序(Wall Ordering)] に変更となりました。
代替予備壁(Alternate Extra Wall)
この設定では、一層おきにインナーウォールの数を増減させ、インフィルやスキンを挟み込む事でより強いプリントを目指します。
最小ウォールライン幅(Minimum Wall Line Width)[5.0.0 以降]
モデルの薄い部分を印刷する場合、モデルの幅の変動に合わせてラインの幅が変動しますが、あるところで限界が来てライン数が増えたり減ったりします。[最小ウォールライン幅]は、このライン数変更のタイミングを決定します。下図のA部を見てみますと中央の2本のライン幅が徐々に細くなり、ここで設定したしきい値に達すると1本の太いラインに移行しています。
下図はノズル直径0.4mmのプリンターを使い、全体の[ライン幅]を0.4mmに設定している状態で、[最小ウォールライン幅]の違いによる変化を見ています。左側がデフォルトの値(0.34mm)でスライスした結果で、右側がノズル径の半分(0.2mm)に設定した結果です。
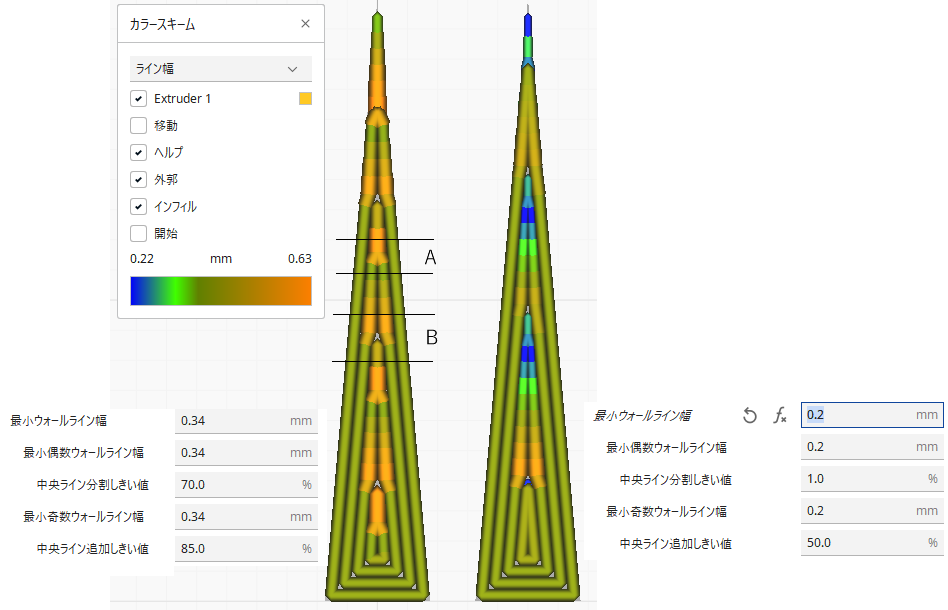
[最小ウォールライン幅]を狭くした方が、ライン数が変化する地点での隙間(フィラメントが満たされない部分)が少なくなっているのが見て取れます。また、ラインの幅(色)を見ると基準の線幅である0.4mmより細いラインを多用して調整しているのが分かります。一方、デフォルトの方は0.4mmより太いラインで調整している部分が多くなっています。では、どちらが良いのでしょうか? 一般的にいうと、フィラメントを溶かして押し出すプリンターではノズル径より細いラインを印刷することを苦手としていますので、少々の隙間には目をつぶって幅の広いラインで調整した方が良い結果が得られます。また、幅が広い方が全体でのラインの長さが短くなりますので、印刷時間が短縮されるメリットもあります。
[最小ウォールライン幅]を変更すると後に出てくる似たような項目の[最小偶数ウォールライン幅]や[最小奇数ウォールライン幅]にも同値が設定されます。この偶数と奇数の違いですが、上図のA、Bの違いとなります。偶数のA部はモデルの幅が徐々に狭くなりライン数が偶数から奇数に変化(減少)する部分で、奇数のB部はモデルの幅が徐々に狭くなりライン数が奇数から偶数に変化する部分です。奇数偶数の違いで移行部の隙間の出来方が違ってきます。その違いを気にしないで大まかに決定したい場合は[最小ウォールライン幅]で全体を変更し、細かく調整したい場合は、奇数、偶数の項目で個別に変更します。
なお、出回っている説明文の中には、モデルの幅が広くなる方向で解説しているものもあります。どちらが正しいとかは無いのですが、奇数偶数の関係が逆になり、頭がこんがらがってしまいますので注意してください。
また、設定できるのが最小ライン幅のみで最大ライン幅の項目がありませんが、事実上最小ライン幅で最大ライン幅が決定しますので、最大ライン幅に関する設定は設けられていません。
この設定は、外壁内壁のみでなくスキン、インフィル、サポートの追加の壁や、同心円パターンに適用されます。
最小偶数ウォールライン幅(Minimum Even Wall Line Width)[5.0.0 以降]
モデルの薄い部分を印刷する場合、モデルの幅の変動に合わせてラインの幅が変動しますが、あるところで限界が来てライン数が増えたり減ったりします。[最小偶数ウォールライン幅]は、ライン数(モデルの幅を構成するラインの総数)が偶数から奇数に変化(モデルの幅が狭くなる方向で考えたとき)するタイミングのしきい値です。下図の丸で囲ってある部分が対象となります。左側が[最小偶数ウォールライン幅]を狭くした場合で、右側がデフォルトの様子です。
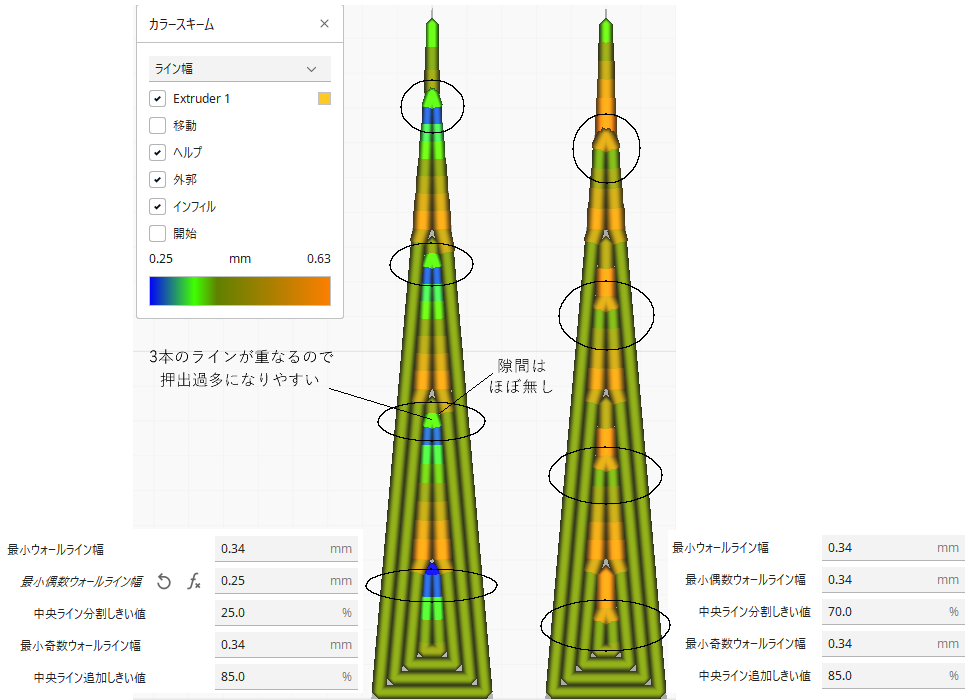
偶数から奇数へ移行する場合の特徴としては、二本の偶数のラインと移行した奇数のラインの計三本が重なる領域がありますので、押出過多になりやすくなります。一方、移行部分に生じる隙間(フィラメントが満たされない部分)はほぼありません。
[最小偶数ウォールライン幅]の値を小さくすることのメリットは、上記の押出過多を緩和できることです。デメリットは細いラインの印刷がうまく出来ない可能性があること、ラインの長さが長くなるので印刷時間が増えることです。
なお、[最小偶数ウォールライン幅]の幅で、移行した奇数ラインの最大幅が決定しますので、モデルの幅が奇数ラインで構成される部分の形状にも影響があります。
この設定は、外壁内壁のみでなくスキン、インフィル、サポートの追加の壁や、同心円パターンに適用されます。
中央ライン分割しきい値(Split Middle Line Threshold)[5.0.0 以降]
この設定項目は、[外側ウォールライン幅]と[最小偶数ウォールライン幅]の値から計算されます。したがって、この設定の目的は[最小偶数ウォールライン幅]と同じで、設定単位が%になっているという違いがあるだけです。この割合は、[最小偶数ウォールライン幅]から[外側ウォールライン幅]の半分を引いた値を[外側ウォールライン幅]の半分で割ったものです。言い換えますと、最大奇数ウォールライン幅(中央にある1本のラインの最大幅)の半分が[最小偶数ウォールライン幅]ですので、基準となる[外側ウォールライン幅]が最大奇数ウォールライン幅であったと仮定したときの[最小偶数ウォールライン幅]に比べてどの程度太くする必要があるのかを設定します。
最小奇数ウォールライン幅(Minimum Odd Wall Line Width)[5.0.0 以降]
モデルの薄い部分を印刷する場合、モデルの幅の変動に合わせてラインの幅が変動しますが、あるところで限界が来てライン数が増えたり減ったりします。[最小奇数ウォールライン幅]は、ライン数(モデルの幅を構成するラインの総数)が奇数から偶数に変化(モデルの幅が狭くなる方向で考えたとき)するタイミングを決定します。中央の一本のラインが途切れて、周囲の二本のラインがわずかに広くなります。下図の丸で囲ってある部分が対象となります。左側が[最小奇数ウォールライン幅]を狭くした場合で、右側がデフォルトの様子です。
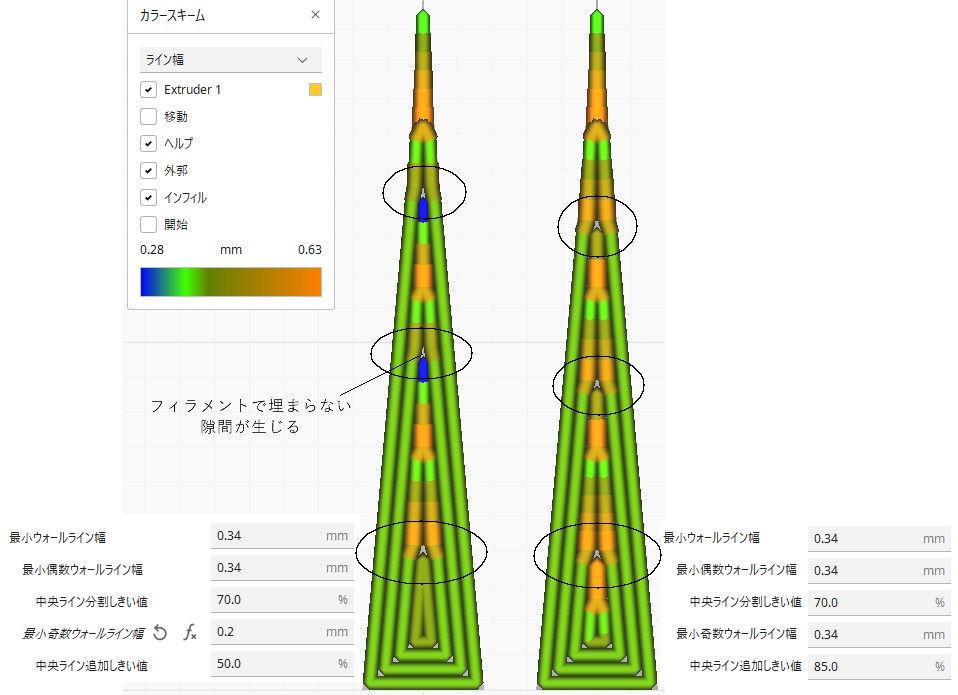
奇数から偶数へ移行する場合の特徴としては、移行部分にフィラメントで満たされない隙間が発生することがあげられます。
[最小奇数ウォールライン幅]の値を小さくすることのメリットは、上記の隙間を小さくできることです。デメリットは細いラインの印刷がうまく出来ない可能性があること、ラインの長さが長くなるので印刷時間が増えることです。
なお、[最小奇数ウォールライン幅]の幅で、移行した偶数ラインの最大幅が決定しますので、モデルの幅が偶数ラインで構成される部分の形状にも影響があります。
この設定は、外壁内壁のみでなくスキン、インフィル、サポートの追加の壁や、同心円パターンに適用されます。
中央ライン追加しきい値(Add Middle Line Threshold)[5.0.0 以降]
この設定項目は、[内側ウォールライン幅]と[最小奇数ウォールライン幅]の値から計算されます。したがって、この設定の目的は[最小奇数ウォールライン幅]と同じで、設定単位が%になっているという違いがあるだけです。この割合は、[最小奇数ウォールライン幅]を[内側ウォールライン幅]で割ったものです。
壁補正(Compensate Wall Overlaps)[4.13.1 まで]
ライン幅の2本分より薄い部品の場合、そのライン幅で印刷すると設計上の幅を超えてしまいます。この設定では片側のライン幅を狭めることにより、設計値に近づけることができます。
アウターウォールに限らず、インナーウォールの流量も補正することでアウターウォールへの影響が減りウォール全体の精度が良くなります。
薄い壁であると余り認識していない尖った形状でも、壁補正は有効となっています。
外壁補正(Compensate Outer Wall Overlaps)[4.13.1 まで]
[壁補正] をオンにすると [外壁補正] と [内壁補正] は両方とも自動でオンとなります。個別にコントロールしたい場合は、それぞれの項目で設定します。
内壁補正(Compensate Inner Wall Overlaps)[4.13.1 まで]
[壁補正] をオンにすると [外壁補正] と [内壁補正] は両方とも自動でオンとなります。個別にコントロールしたい場合は、それぞれの項目で設定します。
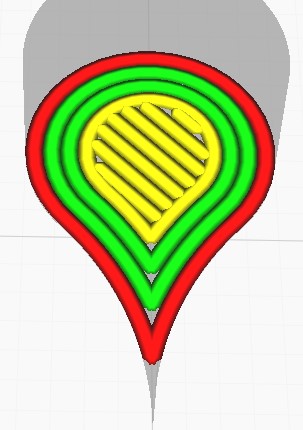
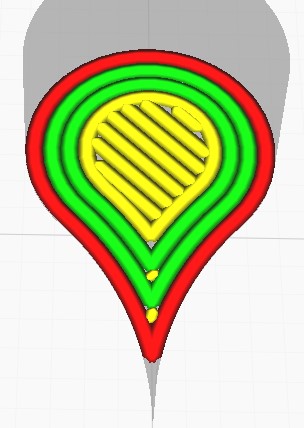
最小壁フロー(Minimum Wall Flow)[4.13.1 まで]
壁補正では、フィラメントの流量を制限して線幅を調整していますが、調整の結果、極端に低い流量になると、連続的に線が出なくなり、液滴パターンを形成する場合があります。これを防ぐため、ここで設定した値を下回ると、フィラメントの押出を止め移動のみの動作になります。
非常に薄い壁に印刷不良が起きる場合は、液滴を防止するため60%以上を設定すると良いようです。
引き戻し優先(Prefer Retract)[4.13.1 まで]
[最小壁フロー] に値を設定すると表示される項目です。
これを有効にすると、[最小壁フロー] の閾値を下回った場合の移動時にフィラメントの引き戻しが行われます。
無効の場合でもフィラメントの押出は行っていませんが、ノズル内圧が高いままなので意図しないフィラメントの流出が発生します。これを防ぐために引き戻しをしますが、その際のノズルの加減速によりブロブが発生したり印刷時間が長くなるといったデメリットがあります。
隙間充填(Fill Gaps Between Walls)[4.13.1 まで]
幅の狭い形状であったり、鋭角が発生する壁の周囲に、通常のパスでは印刷できない隙間が発生する場合があります。これをそのままにしておくか、埋めるのかを選択します。
通常のパスの後で埋める動作をしますので、印刷時間が長くなります。また、断続的な移動が続くことによる、プリンタの振動、音が精神的にもよろしくありません。
小さなギャップのフィルターアウト(Filter Out Tiny Gaps)[4.13.1 まで]
埋めなくても影響の無いような非常に小さな隙間を埋めなくする設定です。
薄壁印刷(Print Thin Walls)
通常、アウターウォールのライン幅よりも薄い壁は薄すぎて印刷できないため、無いものとして扱いますが、
この設定が有効になっていれば、とにかくこれらの部分を印刷しようとします。

最小フィーチャーサイズ(Minimum Feature Size)[5.0.0 以降]
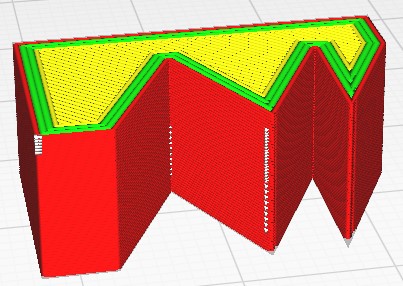
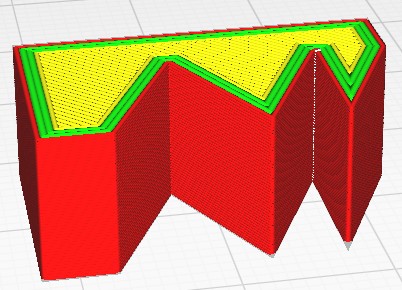
この設定は印刷されるモデルの最小幅を指定します。この値より薄い部分は印刷されません。下図は左側のモデルを異なる[最小フィーチャーサイズ]で印刷したものです。中央がデフォルトの0.1mmで右が0.2mmになっています。設定値が印刷するかしないかのしきい値になっているのが分かります。
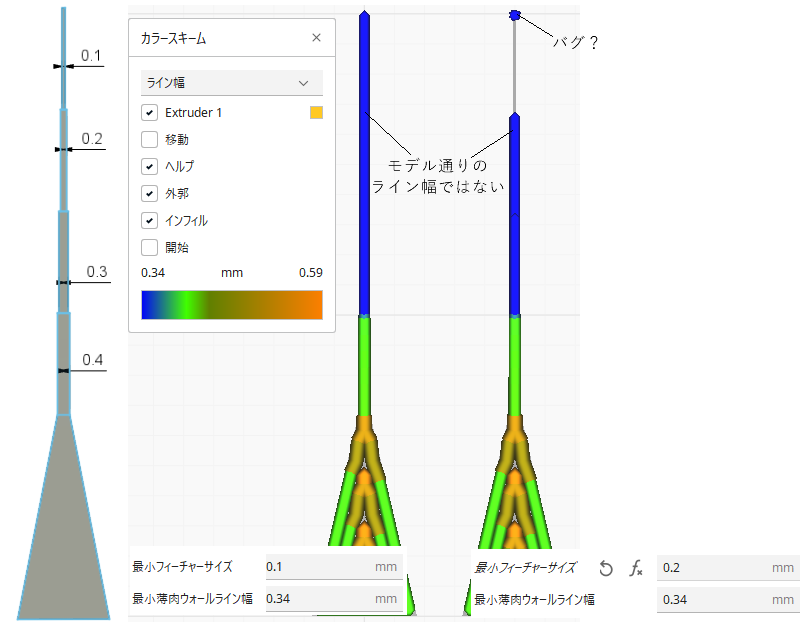
設定値を”0″にすると、もし0.1mm未満の細かい部分があったとしても、とにかくすべてを印刷させることが出来ます。もちろんそんな薄い形状は印刷が難しいことは承知の上での設定です。モデル通りの幅で印刷をトライさせるのか、モデルの幅は無視して印刷できる太い幅で確実に印刷するのかは次の項目[最小薄肉ウォールライン幅]で設定できます。
逆に設定値を大きくすると、薄い部分を印刷しなくなりますので、無駄がなくなり時間の節約につながります。
最小薄肉ウォールライン幅(Minimum Thin Wall Line Width)[5.0.0 以降]
印刷対象とする最小のモデルの幅を[最小フィーチャーサイズ]で決定しますが、その薄い部分を印刷する時の実際のライン幅を設定します。ダメ元でもモデルサイズに近づけるのか、モデルの幅を無視してでも確実に印刷することを目指すのかを選択できます。

この設定の対象となるのはモデルの薄い部分のライン幅であり、モデル内部の細いラインは、[最小ウォールライン幅]の値で決まります。

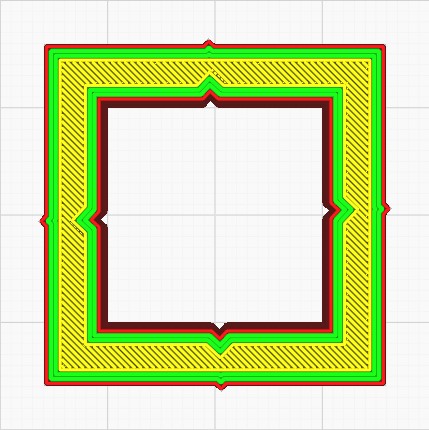
水平展開(Horizontal Expansion)
ここの設定によりモデルの水平方向の大きさを伸縮させることができます。
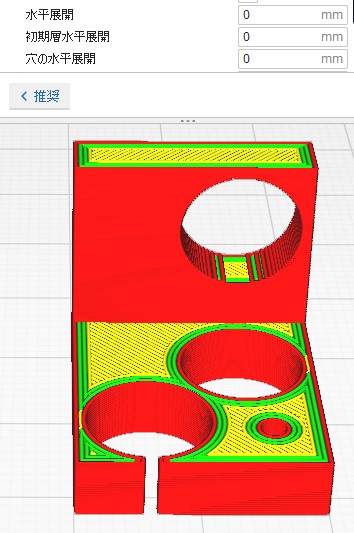
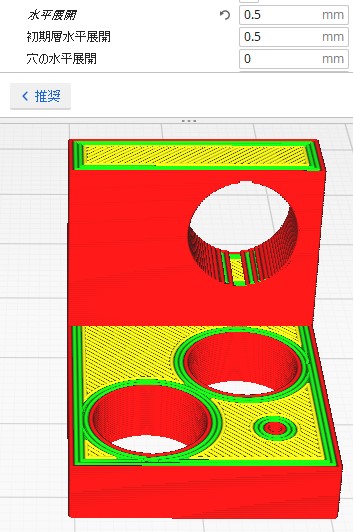
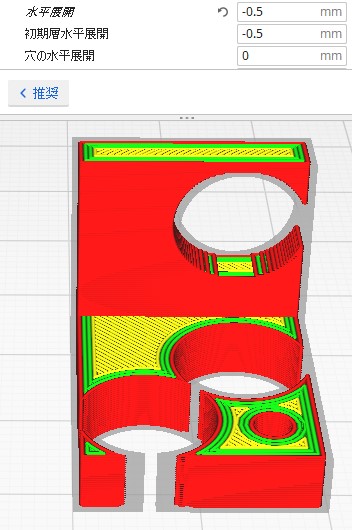
外周部はプラスの数値を設定すると大きくなり、マイナスの数値で小さくなります。平板に熱を加えたときのように全体が膨張または収縮するように伸縮するのではなく、外周部のみが伸縮しますので、穴はサイズのみが伸縮し、穴の中心間の間隔は変化しません。ですので、印刷後の熱収縮による穴間隔不良を修正するものではありません。穴のサイズがプラスの数値で小さくなり、マイナスの数値で大きくなるのも、熱収縮とはイメージが異なります。
穴間隔の修正をしたい場合はモデルを読み込んだ後の準備段階でユニフォームスケーリングの機能で伸縮させる必要があります。もしくは収縮を見越してモデリングし直す手もありますが。
また、水平方向のみの伸縮ですので、モデルの高さ方向には影響は及びません。したがって、壁面の穴は長穴となります。
この値を変更すると、[初期層水平展開] に同じ値が設定されます。
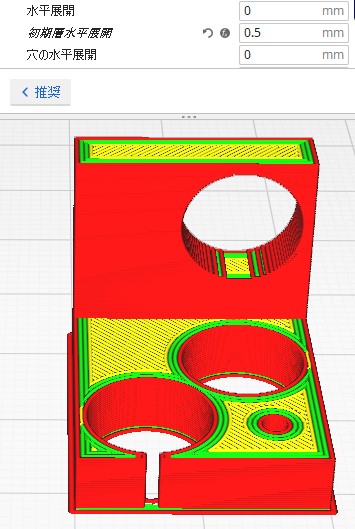
初期層水平展開(Initial Layer Horizontal Expansion)
この設定では最下層のレイヤーのみが水平方向へ伸縮します。
マイナスの数値を設定してエレファントフットに有効であるとの情報があるようです。
穴の水平展開(Hole Horizontal Expansion)
穴サイズのみを伸縮させたいときの補正になります。
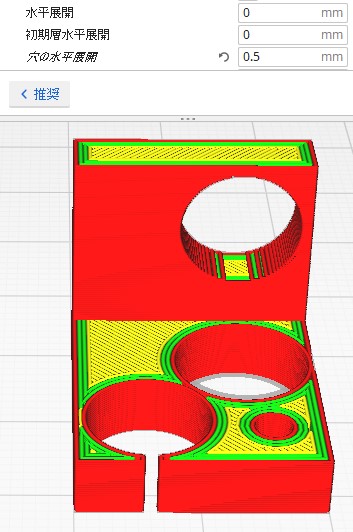
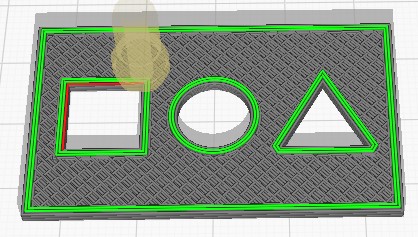
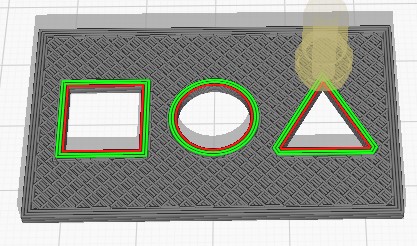
水平展開と違いプラスの数値で穴が大きくなりマイナスの数値で小さくなります。また、完全に閉じた形状のみが穴と見なされます。もちろん円である必要はありません。閉じていれば、三角であっても四角であっても穴です。一部が開いた穴や壁面の穴には影響を及ぼしません。
Zシーム合わせ(Z Seam Alignment)
ここでいうシームとは継ぎ目のことで、各レイヤーのアウターウォールの印刷開始点および、終了点と同意だと思います。継ぎ目には、ノズルの加減速、フィラメントの過不足等の問題により表面に膨らみなどの欠陥が現れやすくなります。同じような形状のレイヤーがZ軸方向に続く場合は特に目立ちます。見えにくい場所に設定して隠す場合や、後でナイフやヤスリで修正するために作業しやすい場所に設定する場合もあります。または表面の綺麗さは気にしないので、なるべく早く印刷したい場合もあるかもしれません。フィギュアのようなものと、機械部品ではシームに対する要求も変わってきます。このような目的に応じてシームの位置を設定するのがZシーム合わせです。
ユーザー指定
これを選択すると、[Zシーム位置] [ZシームX] [ZシームY] の項目が現れ、位置を任意に設定できます。デフォルトではプリンターの後方に面した角にシームが集中するように選択されています。詳しくは[Zシーム位置]の項で説明します。
最短
これを選択すると、移動の距離が少なくなるような位置に継ぎ目ができます。移動や移動に伴うフィラメントの引き戻しが少なくなるので、印刷時間が短くなります。
ランダム
シームの位置がレイヤーごとに変更されるため、異なる層の縫い目が並びません。継ぎ目はモデルの周囲にほぼ均等に広がります。[シームコーナー設定]は選択できなくなります。
鋭い角
より鋭角な角に配置されます。 [シームコーナー設定] の設定により、内側の角か外側の角かを選択できます。
Zシーム位置(Z Seam Position)
[Zシーム合わせ]で ”ユーザー指定” を選択している場合、シーム位置はこの設定で指定できます。
シーム位置には、次表の8つの選択肢があり、この選択によって [ZシームX] [ZシームY] の値が自動的に変化します。
(実際のCuraの選択肢の中の ”戻る” は明らかに翻訳ミスですので、”後” とします。”前左” も ”前方左” に統一します。)
選択したシーム位置の[ZシームX] [ZシームY] の座標に近い角にシームが集中します。
| シーム位置 | ZシームX | ZシームY |
|---|---|---|
| 後方左 | 0 | 210 |
| 後 | 105 | 210 |
| 後方右 | 210 | 210 |
| 右 | 210 | 105 |
| 前方右 | 210 | 0 |
| 前 | 105 | 0 |
| 前方左 | 0 | 0 |
| 左 | 0 | 105 |
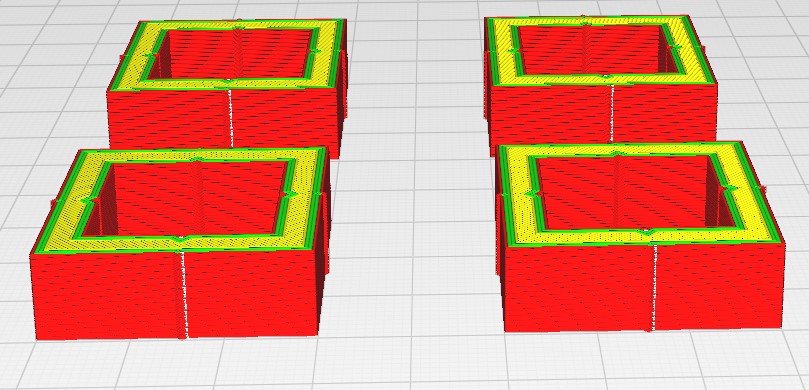
例えば、こんなモデルをテーブルに4個置いた場合で説明してみます。
Mega-s のテーブルサイズは210×210でホームポジションは左手前です、左手前を原点とした場合のそれぞれの角と辺の中央の座標は上図のようになります。
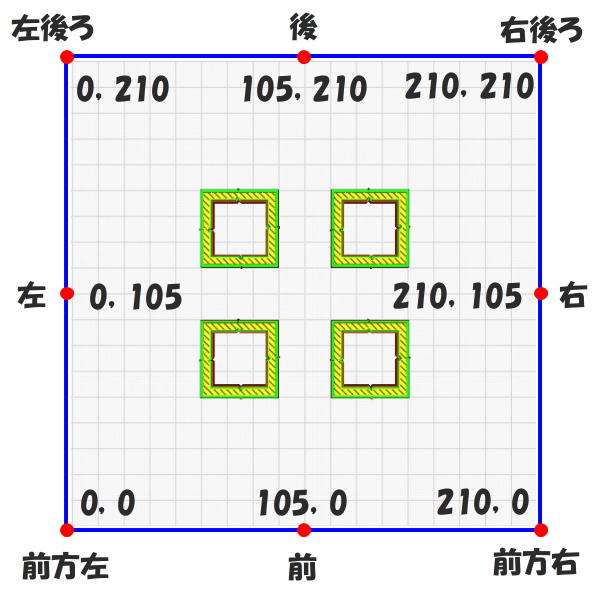
前を選択すれば、[ZシームX] は 105 、[ZシームY] は 0 になりますので、下図のように、そこから一番近い角がシーム位置になります。
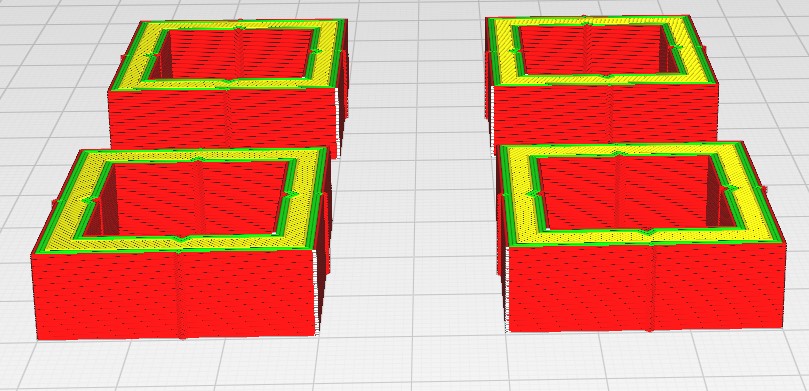
この図はテーブルを前から見たところです。図中の白いマークがシームの位置を表しています。
このようにテーブル上の座標で場所を示すことにより、シームの場所を指定します。
ZシームX(Z Seam X)
[Zシーム位置] の選択によって自動的に座標が入力されます。
個別に変更しても大丈夫です。[ZシームX] [ZシームY] の両方の値を変更すると [Zシーム位置] はグレーアウトして変更できなくなります。
ZシームY(Z Seam Y)
[Zシーム位置] の選択によって自動的に座標が入力されます。
個別に変更しても大丈夫です。[ZシームX] [ZシームY] の両方の値を変更すると [Zシーム位置] はグレーアウトして変更できなくなります。
シームコーナー設定(Seam Corner Preference)
この設定では、シームを配置する際の方針を指定します。
内側の角にシームを集めて目立たなくするか、外側の角に集中させて後処理をし易くするかの選択になります。こだわりはありませんという選択もあります。
なし
角に対するこだわりはまったくありません。
シーム非表示
内側の角に継ぎ目を持ってきてシームをなるべく隠す設定です。
シーム表示
外側の角に継ぎ目を持ってきてシームをなるべく目立たせる設定です。
シーム表示/非表示
内側の角と外側の角の優先順位は無いようなことが書いてあるのですが、シーム表示とほぼ同じになります。
スマートシーム
内側の角がある場合は、外側の角よりも内側の角が選択されることが多くなります。と言うことらしいのですが、結構外側の角を選んでいるような気がします。
相対Zシーム(Z Seam Relative)
[Zシーム合わせ]で ”ユーザー指定” を選択している場合、テーブル全体をひとつの座標系として全てのモデルのシーム位置を決めることは前述しましたが、この相対Zシームが有効な場合は、それぞれのモデルを中心として座標を決定します。したがって、[ZシームX] [ZシームY] の座標値は次のように変更されます。
| シーム位置 | ZシームX | ZシームY |
|---|---|---|
| 後方左 | -105 | 105 |
| 後 | 0 | 105 |
| 後方右 | 105 | 105 |
| 右 | 105 | 0 |
| 前方右 | 105 | -105 |
| 前 | 0 | -105 |
| 前方左 | -105 | -105 |
| 左 | -105 | 0 |
[Zシーム位置]の説明の時と同じ位置に置いて、前を選択した場合の結果はこうなります。それぞれのモデルの中心が原点であると考えれば辻褄が合うと思います。
同じモデルを複数個印刷する場合でも、プレート上の位置に関係なくシーム位置を決めることができますので、すべて同じパスで印刷できます。