- サポート開始(Generate Support)
- サポート構造(Support Structure)
- ツリーサポート枝角度(Tree Support Branch Angle)
- ツリーサポート枝間隔(Tree Support Branch Distance)
- ツリーサポート枝直径(Tree Support Branch Diameter)
- ツリーサポート枝直径角度(Tree Support Branch Diameter Angle)
- ツリーサポート衝突精細度(Tree Support Collision Resolution)
- サポート配置(Support Placement)
- サポートオーバーハング角度(Support Overhang Angle)
- サポートパターン(Support Pattern)
- サポートウォールライン数(Support Wall Line Count)
- サポートライン接続(Connect Support Lines)
- サポートジグザグ接続(Connect Support ZigZags)
- サポート密度(Support Density)
- サポートインフィルラインの向き(Support Infill Line Directions)
- サポートブリムを有効にする(Enable Support Brim)
- サポートブリムの幅(Support Brim Width)
- サポートZ距離(Support Z Distance)
- サポートXY距離(Support X/Y Distance)
- サポート距離優先順位(Support Distance Priority)
- 最小サポートXY距離(Minimum Support X/Y Distance)
- サポート階段高さ(Support Stair Step Height)
- サポート階段最大幅(Support Stair Step Maximum Width)
- サポートステアステップ最小化傾斜角度(Support Stair Step Minimum Slope Angle)
- サポート接合距離(Support Join Distance)
- サポート水平展開(Support Horizontal Expansion)
- サポートインフィルレイヤー厚さ(Support Infill Layer Thickness)
- サポートインフィル半減回数(Gradual Support Infill Steps)
- サポートインフィル半減前の高さ(Gradual Support Infill Step Height)
- 最小サポート領域(Minimum Support Area)
- サポートインタフェースを有効にする(Enable Support Interface)
- サポートインタフェース厚さ(Support Interface Thickness)
- サポートインタフェース解像度(Support Interface Resolution)
- サポートインタフェース密度(Support Interface Density)
- サポートインタフェースパターン(Support Interface Pattern)
- 最小サポートインターフェイス領域(Minimum Support Interface Area)
- サポートインターフェイス水平展開(Support Interface Horizontal Expansion)
- サポート面のライン方向(Support Interface Line Directions)
- ファン速度上書き(Fan Speed Override)
- サポート対象スキンファン速度(Supported Skin Fan Speed)
- 使用タワー(Use Towers)
- タワー直径(Tower Diameter)
- 最大タワーサポート直径(Maximum Tower Supported Diameter)
- タワールーフ角度(Tower Roof Angle)
サポート開始(Generate Support)
フィラメント溶融方式の3Dプリンターでは、下層よりフィラメントを積み上げることで造形しますので、棚のような張り出した形状や上からぶら下がっている形状はサポートと呼ばれる構造材を下層より積み上げて印刷することにより、それらオーバーハング部の土台とします。
Curaにモデルを読み込んで配置する時の ”準備する” の画面上では、サポートが必要と判断される部分は赤色で表示されます。
ビルドプレート上からサポートが生成できない形状では印刷したモデル上からサポートが生成されます。
サポート構造はモデルを印刷した後に削除する必要があります。このとき、モデルとサポートの密着具合によっては、かなり苦労することとなります。特にMega-sなどの一度の印刷で一種類のフィラメントしか使えないプリンターでは、モデルとサポートを如何に外れやすく印刷するかに苦心します。ただし、外れやすくするとオーバーハング下面は他の部分と比較にならないほど荒れた面となります。したがって、サポートを必要としない形状や、配置を考えることが重要となります。
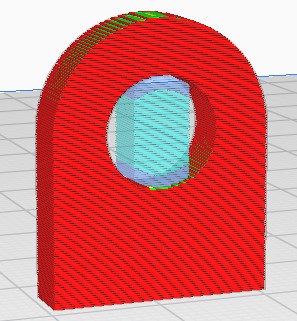
(穴径が小さければサポート無しで印刷可)
サポート構造(Support Structure)
この設定では、どのような構造のサポートを生成するか選択します。安定の”標準” と、攻めの ”ツリー” のどちらかを選択します。また、標準を選択した場合、実験カテゴリーにある [円錐サポートを有効にする] にチェックを入れると標準とツリーの中間的な特徴を持つサポートが生成されます。こちらについては実験編にて記載します。この他、サポートタワーというのが存在します。こちらは最後の方で解説します。
標準
一般的なサポートで、オーバーハング部のサポートが必要な領域から下方に垂直な壁が生成されます。頑丈な構造で接触面積も広く安定のサポートですが、印刷されたモデル上にサポートが発生した場合は、印刷後の除去に特に苦労します。また、使用するフィラメント量も多く、印刷時間も長くなります。
ツリー
枝構造のサポートでサポートが必要な領域から真下に生成する必要がありませんので、ビルドプレート上からモデルを避けながらオーバーハングに達する可能性が高くなります。また、フィラメント使用量も少なく、印刷時間も短くなります。
ただ、設定パラメーターも多く、複数のモデルをテーブルを配置したときなどに隣のモデルのサポートに影響を受けたりと、イメージ通りの方向に枝が伸びないためプレビューを繰り返しながら妥協点を探すことになると思います。スライスにかかる時間も長めです。
ツリーサポート枝角度(Tree Support Branch Angle)
枝状のサポートがとり得るオーバーハング角度を指定します。角度を大きくするとより水平方向に伸びることが出来、より遠くにあるオーバーハングを支えられるようになりますが、サポートの強度が弱まり信頼性が低下します。
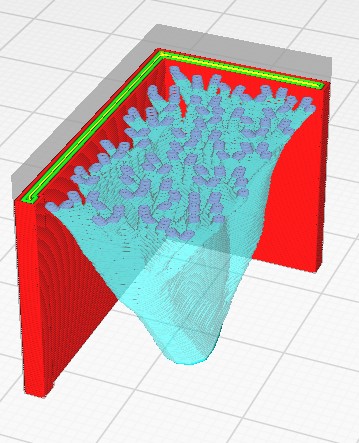
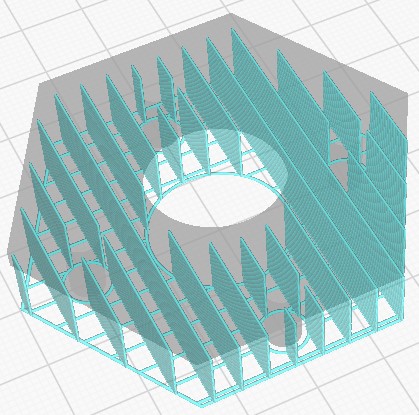
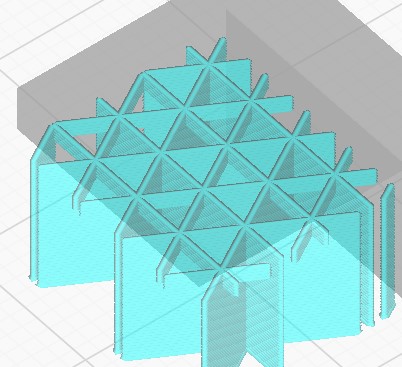
ツリーサポート枝間隔(Tree Support Branch Distance)
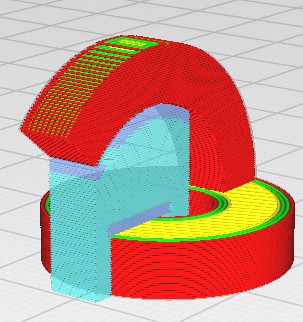
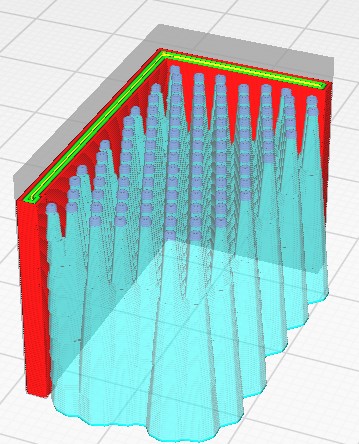
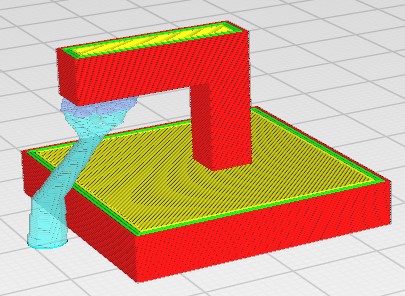
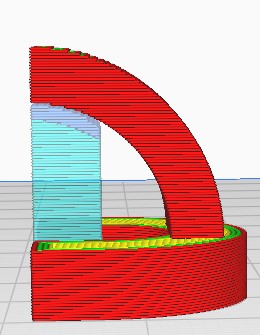
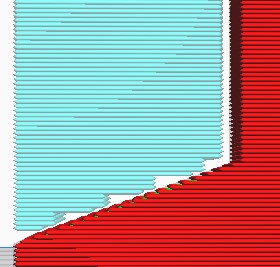
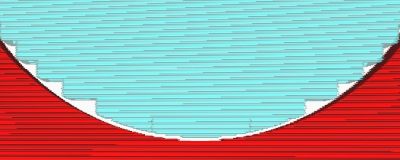
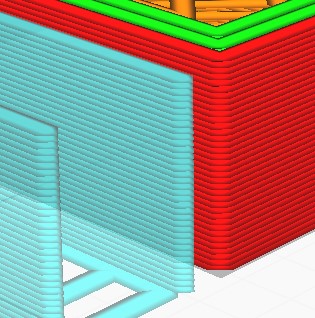
この設定では、オーバーハング下で接触するツリーサポートの接触点の間隔を決定します。下図では説明のため非現実的な間隔値を設定していますが、サポートの枝先端がオーバーハングの下部で、設定された間隔のグリッド状に配置され、そこから下方向に徐々に太くなっていく様子が見て取れると思います。下部に行くほど太くなる様子を見るために [ツリーサポート枝角度] の値も 0° にしています。
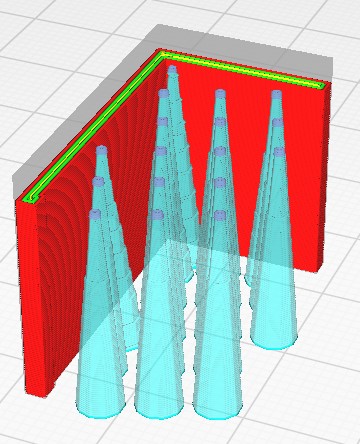
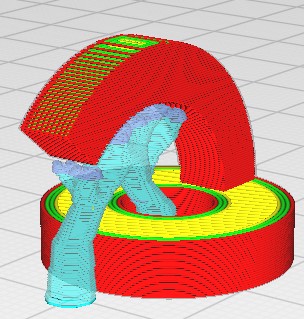
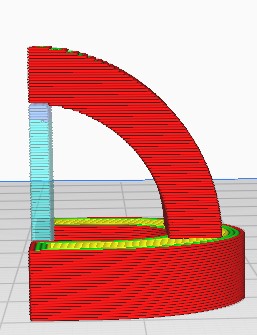
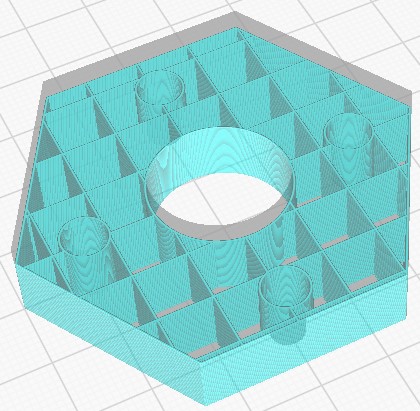
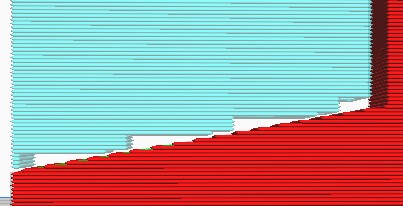
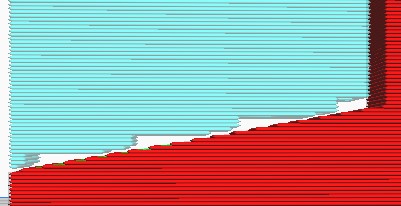
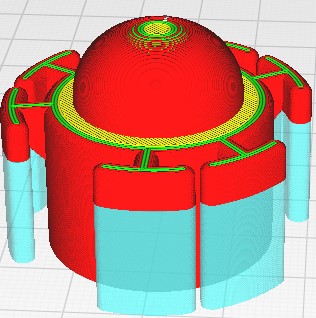
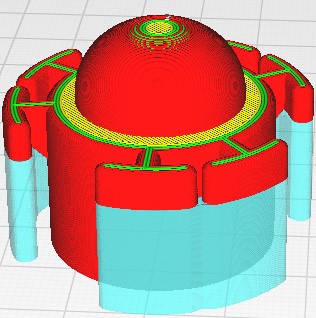
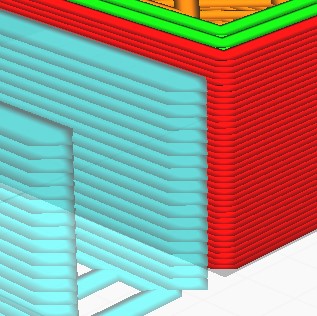
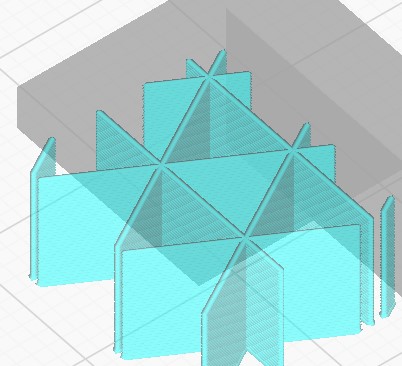
[ツリーサポート枝角度] の値をデフォルトの 40° に戻すと下図のように、下に行くほどサポートがマージされ上部のオーバーハング面積より少ない面積で支えていることがわかります。
ツリーサポート枝角度:40°(デフォルト)
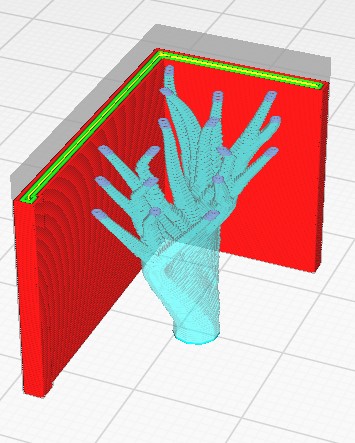
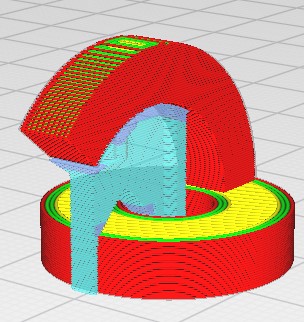
ツリーサポート枝角度:40°(デフォルト)
ツリーサポート枝直径(Tree Support Branch Diameter)
この設定では、サポートの枝の上部の太さを指定します。この太さから [ツリーサポート枝直径角度] の角度に従って下部に向かって徐々に太くなります。
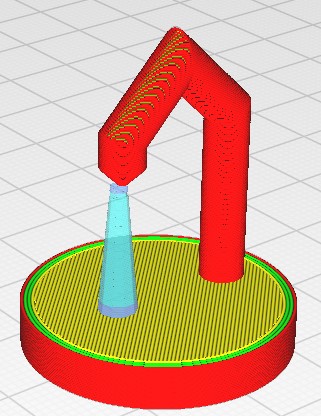
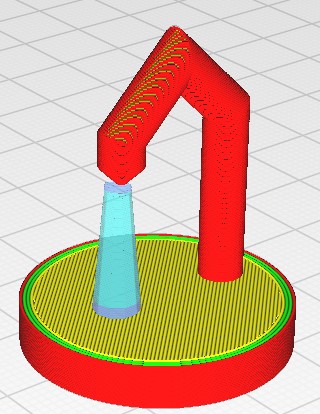
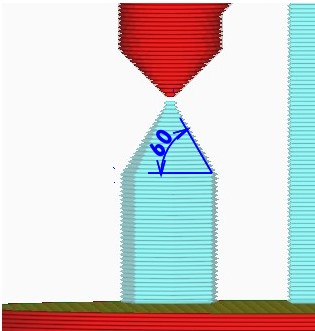
ツリーサポート枝直径角度(Tree Support Branch Diameter Angle)
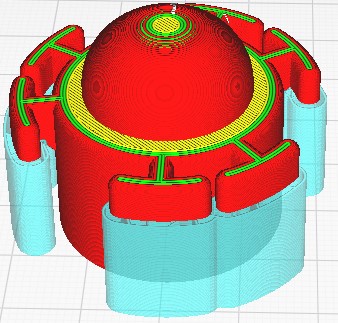
ツリーサポートの枝は下部に行くほど太くなりますが、これによりサポートがどんなに高くなっても安定した支持が約束されます。この設定では、太くなっていく度合いを角度で指定します。角度を大きくするとサポートが倒れにくくなり信頼性が向上します。
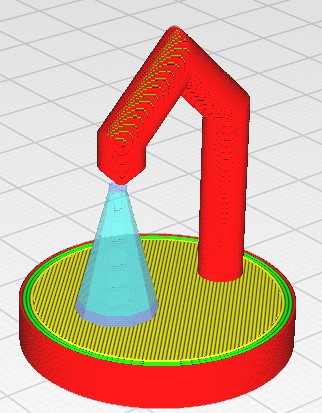
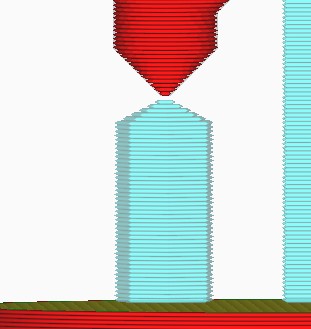
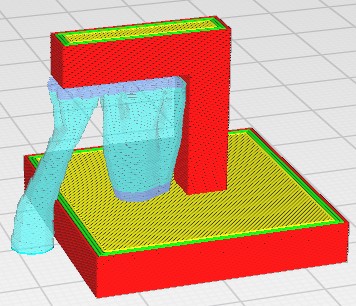
上図では説明のためサポートが真下に伸びるよう設定していますが、通常、下図のようになるべくモデル上にサポートが乗らないようにベースプレートから生成させます。

ツリーサポート衝突精細度(Tree Support Collision Resolution)
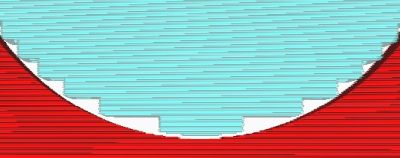
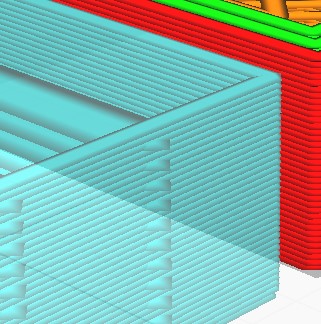
ツリーサポートのデメリットのひとつとしてスライスに時間がかかるという事が挙げられますが、これはサポート構造が他に干渉しないように計算するためなのだそうです。ここの設定でその計算精度を下げる(数値を大きくする)と計算時間を大幅に節約できます。但し、下図のようにサポートが段付き状の不安定なものになります。
サポート配置(Support Placement)
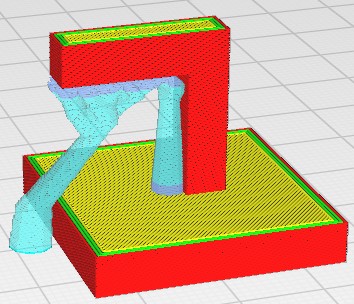
この設定ではサポートの配置をビルドプレート上からのみに限定するのか、何処にでも配置できるようにするのかを選択します。モデル上に配置すると印刷後の除去作業がより難しくなりますので、なるべくならビルドプレート上のみに限定したいところですが、これにより、サポートの必要な場所の一部がサポートされなくなります。この場合、ツリーサポートや円錐サポートで回避できますが、ツリーサポートでもサポート箇所がビルドプレートから遠い場合にはサポートが配置されません。
サポートが必要な場所に生成することが出来ない。
ツリーサポート枝角度:40°
枝角度を大きくするにも限界があるので
サポートされない領域が発生する。
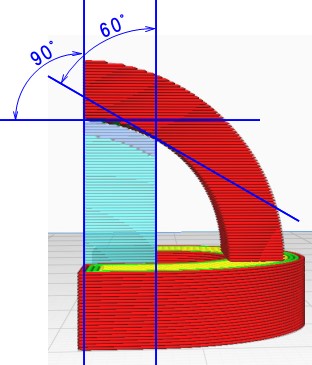
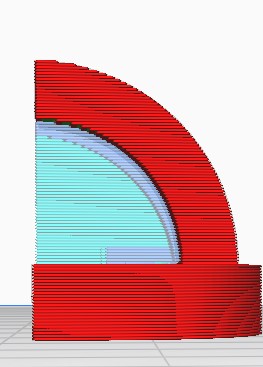
サポートオーバーハング角度(Support Overhang Angle)
ここに設定した角度以上のオーバーハングを支持するようサポート構造が生成されます。角度を小さくするとより多くのオーバーハングを支持し安定しますが、印刷時間が長くなることに加え、サポート材を剥がす作業の難易度とそれに伴うモデルの傷を考慮する必要があります。
(デフォルト)
”準備する”の画面における赤色表示もここの設定値が反映される。
この設定値の角度は下図の箇所の角度を表し、その角度以上のオーバーハングがサポート材によって支持されます。たとえば、設定値が60°の場合、60°から90°の範囲がサポートの対象となります。90° を指定するとサポートされないことを意味し、0° だとすべてのオーバーハングをサポートします。
サポートパターン(Support Pattern)
サポート構造を七種類のパターンから選択します。インフィルパターンとよく似ていますが、選択理由の内、除去が容易かどうかのウェイトが大きくなります。
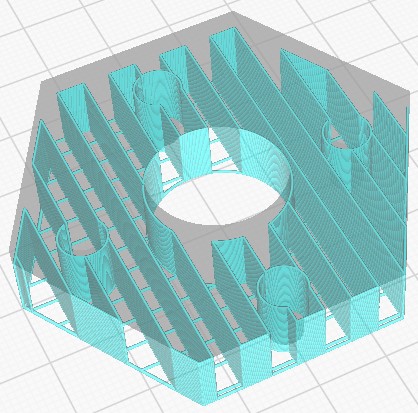
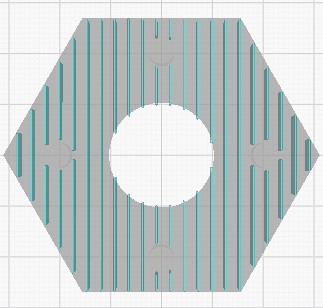
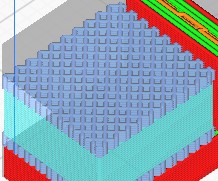
ライン
直線で構成されます。最下層には密着力向上のため直角方向にラインが追加されますが、高さが高くなると不安定で倒れやすくなります。この場合、サポートラインを接合したり、サポートウォールを設けることで強度を上げることは出来ますが、印刷後の除去が比較的容易というメリットがスポイルされます。ライン同士が接近していますので、オーバーハング品質は良くなります。ラインの向きが一方向に伸びますので、上面のラインの向きに注意する必要があります。
グリッド
互いに垂直な 2 組の直線で正方形のパターンを描きます。デフォルトでサポートウォールが生成されます。大変強い構造ですが、ライン間距離が離れているためオーバーハング品質はそれほど良くありません。また、除去時にサポート自体が湾曲しづらいので、取り外しが難しく感じます。
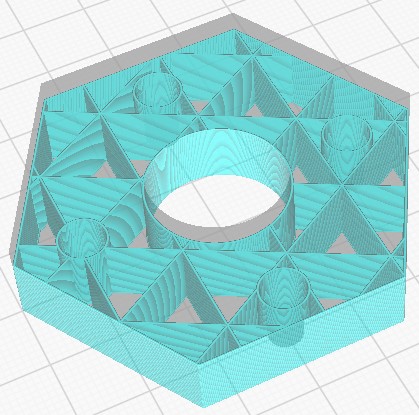
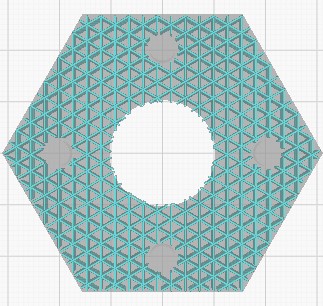
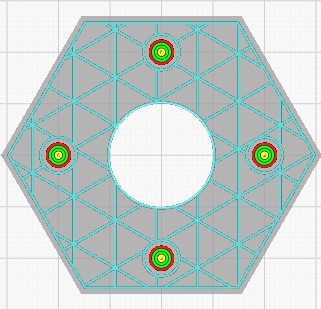
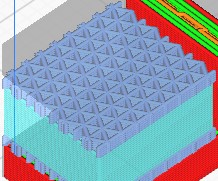
トライアングル
互いに 60 度の角度で交わった3組の直線で正三角形のパターンを描きます。デフォルトでサポートウォールが生成されます。すべてのサポートパターンの中で最も頑丈です。ライン間距離が離れているためオーバーハング品質は良くありません。また、除去時にサポート自体が湾曲しづらいので、取り外しが難しく感じます。
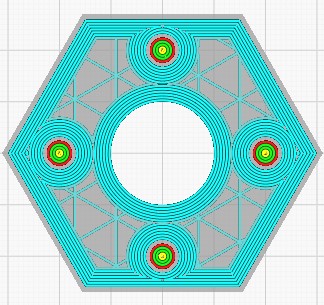
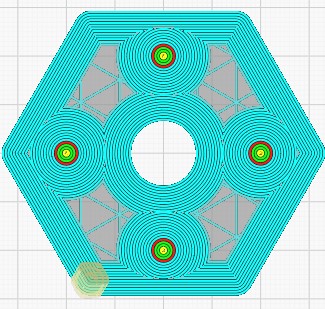
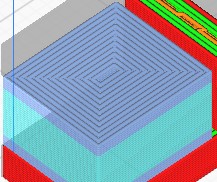
同心円
外側から内側に向かって等間隔に配置された同心状の壁で構成されます。デフォルトでサポートウォールが生成されます。壁に平行な長い直線が生成されることがあり、上面のラインの向き次第では、サポートがうまく出来ないことがあります。取り外しは比較的容易です。
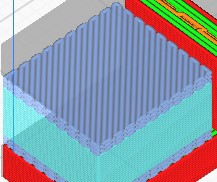
ジグザグ
ラインのパターンと似ていますがデフォルトでラインの端が接続されています。連続的な直線で印刷できますので、引き戻し動作やフィラメントの押し出しを伴わない移動が少なく安定した印刷が可能です。また、ライン間距離が短いのでオーバーハング品質も良好です。ラインパターンと同様に1層目に直角方向のラインが追加されます。また、取り外しも比較的容易です。
クロス
ボリューム全体をクロスのような形をしたパターンで描きます。連続的な線で印刷できますので、引き戻し動作やフィラメントの押し出しを伴わない移動が少なく安定した印刷が可能です。その線の長さも短く、互いが交差する部分がないので、すべてのパターンの中で一番柔軟性があります。
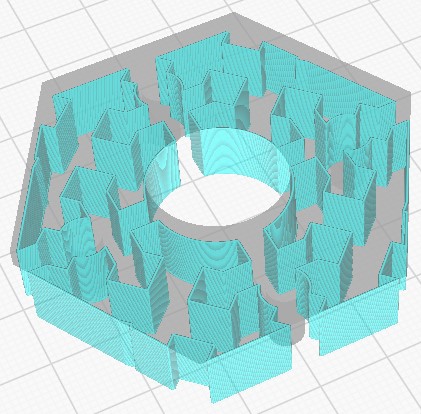
ジャイロイド
波状のラインが少しずつ角度を変えて印刷されます。どの部分を見ても空間が存在しますので、可溶性のフィラメントを使える場合は、溶媒が隅々に行き渡り溶解が簡単に行なえます。Mega-sには関係のない世界です。また、困るわけではありませんが、曲線で構成されるので、Gコードがとても長くなります。
サポートウォールライン数(Support Wall Line Count)
この設定により、サポートの周囲に、入力した数の壁が追加されます。サポートの補強を目的とします。デメリットは時間と材料が余分に必要であることと、サポートの除去が少し難しくなることです。
サポートのパターンによりデフォルトで壁が存在するかどうかが異なります。
(ラインのデフォルト)
サポートライン接続(Connect Support Lines)
サポートの終端部分を互いに接続させる設定です。サポートの強度を上げるメリット以外にも1本の線で印刷できる部分が増えるので、フィラメントのフローが安定し、不必要な移動が発生しないなどの特徴がありますが、材料と時間が増えてしまいます。サポートのパターンによりデフォルトで接続されているものもあります。
サポートライン接続:無効(デフォルト)
サポートライン接続:有効
デフォルトで接続されている。
ラインパターンの接続ありとほぼ同様
サポートジグザグ接続(Connect Support ZigZags)
サポートパターンでジグザグを選択した際に設定できる項目で、サポートの終端がオープンで終わることなく必ず閉じます。サポートの強度アップが目的です。
パターンごとのデフォルトの違いを表にしてみました。
| パターン | サポートウォールライン数 | サポートライン接続 | サポートジグザグ接続 |
|---|---|---|---|
| ライン | 0 | 無効 | ー |
| グリッド | 1 | 無効 | ー |
| トライアングル | 1 | 無効 | ー |
| 同心円 | 1 | ー | ー |
| ジグザグ | 0 | ー | 有効 |
| クロス | 0 | 有効 | ー |
| ジャイロイド | 0 | 有効 | ー |
サポート密度(Support Density)
この設定は、サポートの密度をパーセントで指定します。密度を高くするメリットはサポートの強度アップによる信頼性の向上とサポートの線間が狭くなることによる上部のブリッジ距離の短縮です。これは上部モデルの下面のたるみを少なくします。デメリットは印刷後のサポート除去が難しくなること、印刷時間と材料が多くなることです。
サポートライン距離(Support Line Distance)
サポートの密度を隣接するライン間の距離で指定します。通常は密度を設定することにより自動で計算され入力されますが、上部モデルのブリッジ距離をイメージしながら設定できるので、ここに距離を直接入れるほうが感覚的には設定しやすいと思います。下図のように同じ密度でもライン間の距離は大きく異なります。

サポート密度:15%
サポートライン距離:2.6667
サポート密度:15%
サポートライン距離:5.3333
初期サポートラインの距離(Initial Layer Support Line Distance)
ビルドプレートに接する初期レイヤーのライン間の距離を指定します。デフォルトは通常のライン間距離と同じです。距離を狭くするとビルドプレートへ密着性が向上します。
変更する場合はここの設定値の倍数が通常のライン間距離になるよう設定します。これは、初期レイヤーと通常のレイヤーのラインの位置を一致させるためです。
サポートライン距離:4mm
初期サポートラインの距離:2mm

サポートライン距離:4mm
初期サポートラインの距離:3mm
1層目と2層目のラインの位置がズレている。
サポートインフィルラインの向き(Support Infill Line Directions)
サポートのラインの向きを調整することで、サポートとモデルの接触面における互いのラインが向かい合う角度を変更出来ます。これはブリッジ距離をなるべく短く出来ることを意味します。デフォルトは [] で 0°を表しています。カッコ内に複数の数字をコンマで区切ることにより、レイヤーごとに角度を変えることも出来ます。
サポートインフィルラインの向き:[]
サポートインフィルラインの向き:[0,60,120]
サポートブリムを有効にする(Enable Support Brim)
ここを有効にすると初期レイヤーのサポートエリア内にブリムが印刷されます。モデルのブリムは外側に生成されますが、サポートのブリムは内側に生成されます。また、モデルにブリムを設定している場合にはサポートの外側にもブリムが生成されます。ブリムを有効にする目的はサポートの密着性を向上させることです。
サポートの内側にブリムが発生
モデルのブリム:有効
サポートの内側に加え外側にも発生
サポートブリムの幅(Support Brim Width)
サポートブリムの幅をmmで指定します。広いほど密着性が高まります。

サポートブリムのライン数(Support Brim Line Count)
品質カテゴリーの [サポートライン幅] および、[初期レイヤーのライン幅] と [サポートブリムの幅] から計算されたライン数が設定されますが、直接サポートブリムの幅をライン数で指定出来ます。
サポートZ距離(Support Z Distance)
この設定は、サポートとモデルの境界のZ方向の隙間を指定します。上部の境界と下部の境界の両方を一度に設定できます。この隙間は印刷後のサポート除去の難易度に大きく影響する設定値です。隙間を大きく取ると除去しやすくなりますが、サポートに乗るオーバーハング下面が半端なく荒れてしまいます。デフォルトが 0.1mm となっていて、たとえ品質カテゴリーの [レイヤー高さ] が変更されても 0.1mm のままなので、その隙間で印刷していると勘違いしそうですが、実際には [レイヤー高さ] の倍数でしか印刷されません。[レイヤー高さ] が0.2mmであれば、0、0.2、0.4、などの値で印刷されます。半端な数字も受け付けてくれますが、結局、出力されたGコードでは、[レイヤー高さ] の倍数に丸められています。Mega-sのようなサポートとモデルのフィラメントが同一材質で印刷するプリンターでは [レイヤー高さ] と同じ値が現実的な設定値のような気がします。
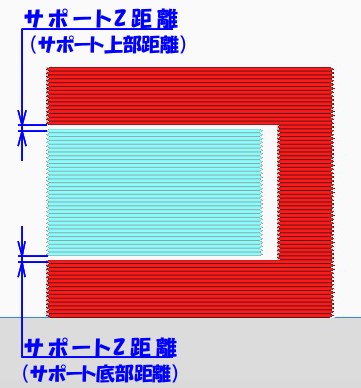
サポート上部距離(Support Top Distance)
サポート上面とそこに印刷されるモデル下面との隙間を指定します。
サポート底部距離(Support Bottom Distance)
サポートを印刷するモデル上面とサポート下面との隙間を指定します。
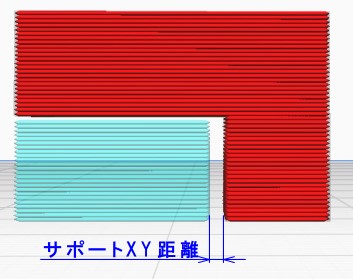
サポートXY距離(Support X/Y Distance)
サポートとモデル間のXY方向の隙間を設定します。サポートとモデルが接触して溶着することを防ぐための隙間です。あまり大きくすると短いオーバーハングがサポートされなくなります。下図のように垂直の壁と水平のオーバーハングであれば、[サポートZ距離] と [サポートXY距離] は互いに独立して値を反映できますが、オーバーハングに角度がある場合にはどちらを優先するのかを明示する必要があります。
サポート距離優先順位(Support Distance Priority)
角度を持ったオーバーハングの場合、[サポートZ距離] と [サポートXY距離] のどちらを優先するのかを指定する必要があります。「X/YがZを上書き」 ではX/Yが優先されますので、壁との接触は避けることが出来ますが、角度の浅いオーバーハングのサポートが不十分となります。「ZがX/Yを上書き」 を選択するとZ方向の隙間が優先されますので、オーバーハングの角度が浅くなるほどモデルとサポートの距離が近くなり接触する可能性があります。

最小サポートXY距離(Minimum Support X/Y Distance)
[サポート距離優先順位] において [ZがX/Yを上書き] を選択した場合、オーバーハング角度が 0° に近づくほどモデルとサポートの隙間が小さくなって接触の可能性がでてきます。これを防ぐため、最小の隙間を設定して、それ以上近づけないようにします。
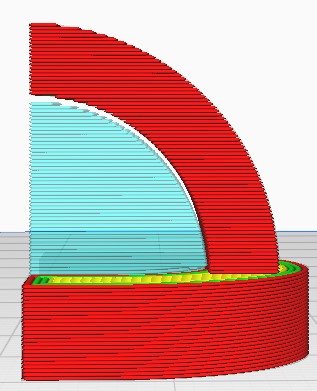
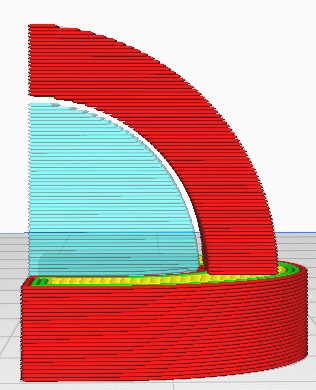
サポート階段高さ(Support Stair Step Height)
サポートが、ある傾斜を持ったモデル上に生成される場合に、モデル上面のレイヤーによる段差にサポート下面がどのように追従するのかを設定します。[レイヤー高さ] の倍数で制御されますので、半端な数字を入れた場合、丸められます。レイヤー高さと同じ値を指定するとモデルのステップに忠実に従い、2倍の値では2段飛ばしで、3倍の値では3段飛ばしでサポートが生成されます。小さな値のほうが、モデルとサポートの密着が良くなり安定しますが、サポートの除去がし難くなります。
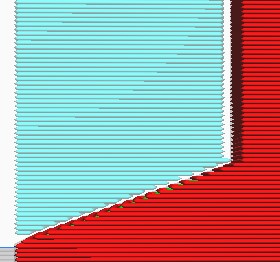
サポート階段高さ:0.2
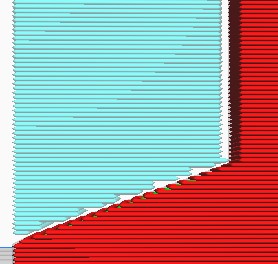
サポート階段高さ:0.4
サポート階段高さ:0.6
サポート階段最大幅(Support Stair Step Maximum Width)
[サポート階段高さ] にレイヤー高さ以上の値を与え、何段か飛ばしでサポートを生成した時に、サポート側のステップの幅が、ここの値を超えないように制限されます。この設定幅はサポートのラインが安定性を損なうこと無くブリッジできる長さ以下である必要があります。
サポート階段高さ:0.8
サポート階段最大幅:5
サポート階段高さ:0.8
サポート階段最大幅:3
一段あたりの幅が3mmを超えているので制限される。
サポートステアステップ最小化傾斜角度(Support Stair Step Minimum Slope Angle)
ここに設定した角度以下の傾斜を持ったモデル上のサポートでは、[サポート階段高さ] による制御が無効になります。これは、緩斜面ではステップ幅が広くなる傾向があり、ブリッジ可能な距離を超えることを防ぐために設定します。
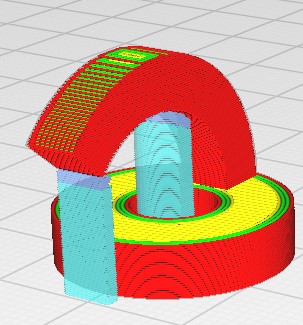
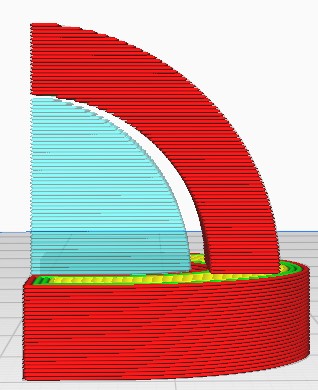
サポート接合距離(Support Join Distance)
薄いサポートが隣接する場合など、それらを結合したほうが、頑丈なサポートを生成することが出来ます。また、形状によっては印刷時間が短縮される場合もあります。ここに設定した距離以下にある隣接したサポートが結合の対象となります。
隣接するR部をほぼ全てつなぐため
大きめの値を設定。
サポート水平展開(Support Horizontal Expansion)
ここで設定した長さ分だけ、サポートがXYのすべての方向に大きくなります。幅が狭く背の高いサポートを頑丈に出来ます。拡張によりモデルに接触するサイズになっても、[サポートXY距離] の設定値により拡張が制限されますのでモデルとサポートが接触することはありません。サポート同士は拡張により結合することがあります。
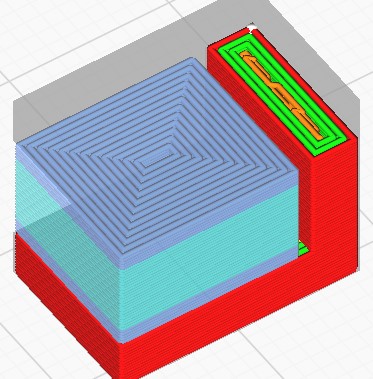
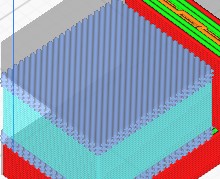
サポートインフィルレイヤー厚さ(Support Infill Layer Thickness)
サポートは印刷後に除去するものですので、しっかりと上方のモデルも支えてくれるのなら美しさは必要ありません。サポートのインフィルのみを厚いレイヤー高さで印刷することにより時間を短縮できます。設定出来る値は通常のレイヤー高さの倍数です。例えば、2倍の値を与えると通常のレイヤーの2回に1回、2倍のレイヤー高さでサポートインフィルを印刷します。サポートウォールおよび、サポートインターフェースは対象外です。プレビューでは問題なく印刷できているようですが、実際にはモデル印刷時のフィラメント流量とサポートインフィル印刷時のフィラメント流量が違いすぎて、サポートインフィルの印刷開始箇所近辺の押し出し不足が頻繁に発生します。
サポートインフィルレイヤー厚さ:0.1mm
サポートインフィルレイヤー厚さ:0.2mm
サポートインフィルレイヤー厚さ:0.3mm
サポートウォールライン数:1
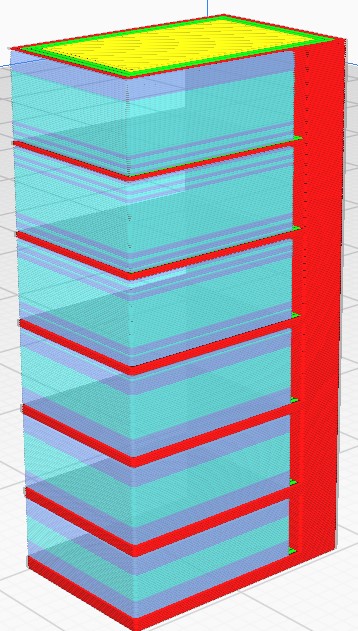
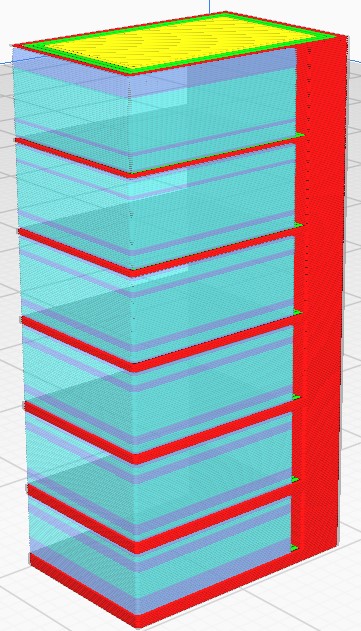
サポートインフィル半減回数(Gradual Support Infill Steps)
下層へ行くほどサポートインフィル密度を下げることにより、オーバーハングを支える上層は高密度を保ち綺麗な平面を実現しつつ、印刷時間とフィラメントの消費を抑えることを目的とする設定です。ここでは、段階的に変える密度のステップ数を設定します。
下図は [サポートインフィル半減回数] を2に、[サポート密度] を80%に設定した例です。密度の変更が2回発生するので、3種類の密度で印刷されます。[サポート密度] で設定した値が最上部の密度で、変更されるごとに半分の密度になります。したがって、上層より80%、40%、20%で印刷されます。下図ではサポートウォール無しで描画していますが、下部の密度が低目になりやすいので、サポートウォールを生成させたほうが安心です。また、サポートパターンのラインや同心円などでは密度変更時に真下にラインが存在しないので、注意が必要(入力欄がオレンジになり注意が促されます)です。
サポートインフィル半減前の高さ(Gradual Support Infill Step Height)
この項目は [サポートインフィル半減回数] に1以上の値を設定すると表示されます。密度を変えるタイミングをサポートインフィルの厚さで指定します。密度が切り替わった最初の層では下部にラインがないことが多く、長めのブリッジで印刷され弛みが発生しますが、複数層印刷することにより修復されます。ここの高さは十分に修復できる厚さが必要となります。
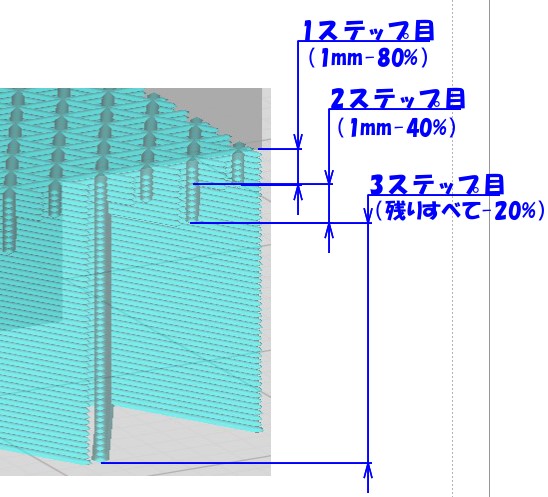
サポートインフィル半減回数:2
サポートインフィル半減前の高さ:1mm
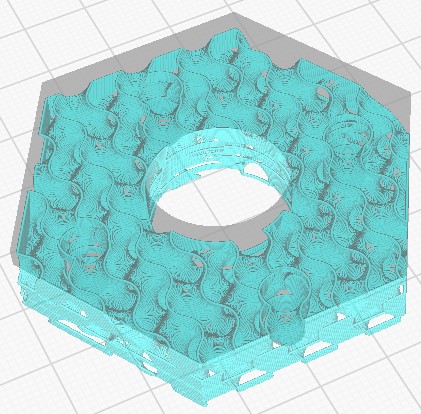
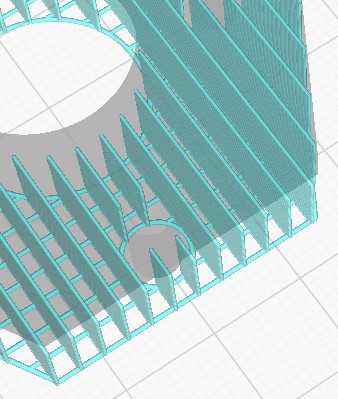
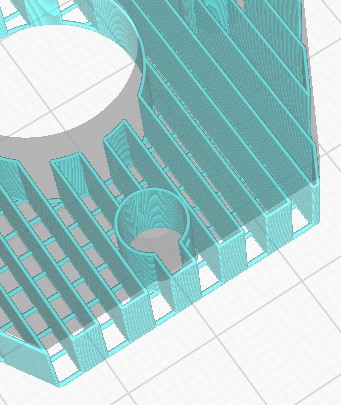
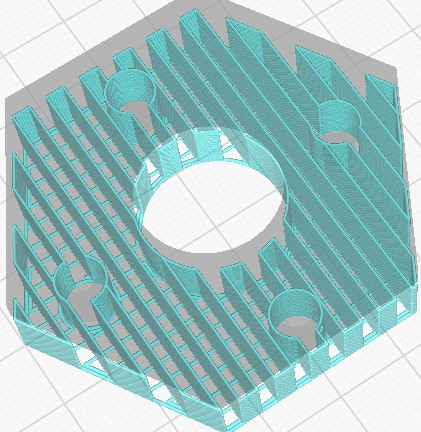
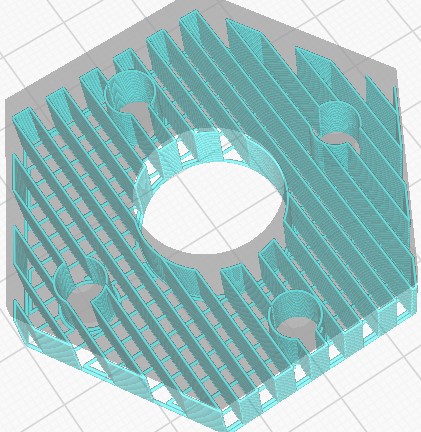
最小サポート領域(Minimum Support Area)
サポートの断面積がここで設定した面積より小さくなる時はサポートは生成されません。細長いサポートは倒れる可能性があるので、それを防ぐ目的で設定します。
サポートが細くても、プレビューの世界ではうまく支えているようです。
サポートが細くてオーバーハングにたどり着くまでに倒れそうな場合、サポートを無くすという選択ができます。
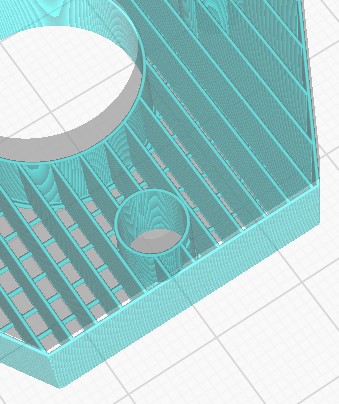
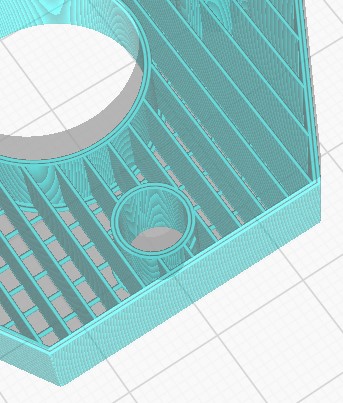
最小サポート領域とは関係ありませんが、
[サポート接合距離] の値でサポートを結合させて補強する手もあります。
後述するサポートタワーも使えます。
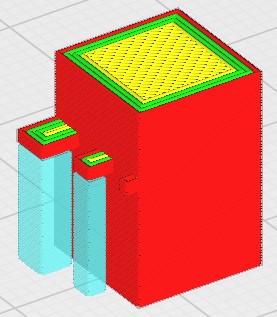
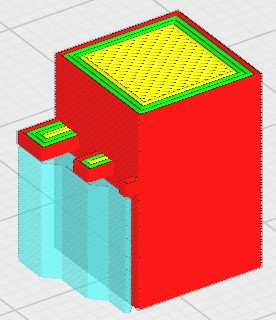
サポートインタフェースを有効にする(Enable Support Interface)
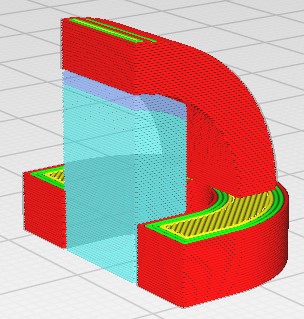
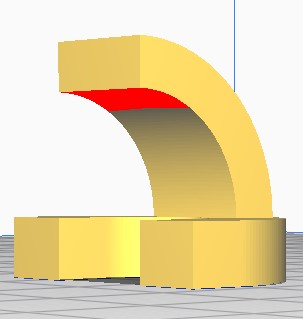
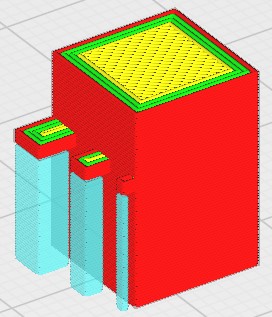
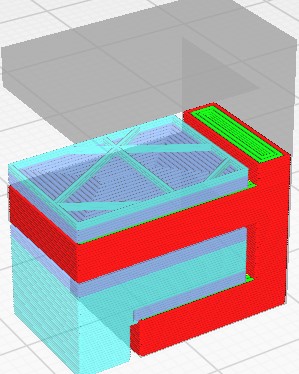
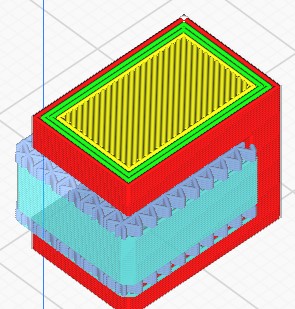
サポートインターフェースとは通常のサポートとモデルの間に挟む高密度の層のことを指します。上部オーバーハングの下に配置されるサポートルーフと、既に印刷されたモデル上に配置されるサポートフロアがあります。
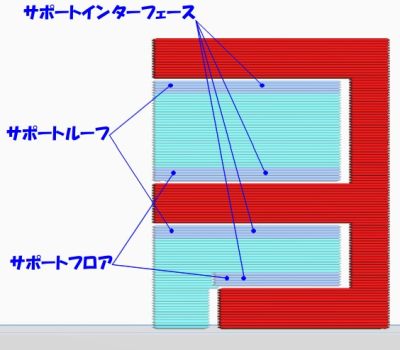
サポートルーフはオーバーハング下面をより平滑にするために存在します。通常のサポート上に数層生成されるので、密度が高い割に時間の消費が少なくてすみます。ただ、Mega-sなどの印刷中にフィラメントを交換できないプリンターでは、形状によってはサポートの除去が難しくなることがあります。
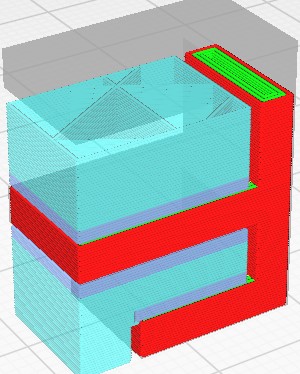
この上にモデルがくるとブリッジ距離が長いので
たるみが発生しモデル下面が荒れる。
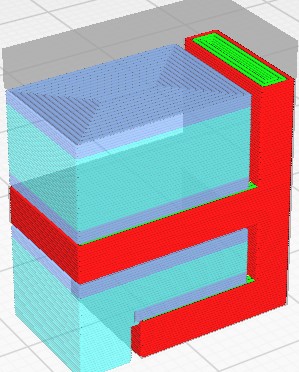
時間をあまり掛けずきれいな平面が実現できる。
サポートフロアはモデル上に生成され、安定したサポートの生成に役立ちます。デュアルエクストルーダーなプリンターでは、違うフィラメントを使うことでサポート除去を簡単にできる役割もあるようですが、Mega-sには関係のない世界です。ただ、サポートインターフェースの印刷速度を遅く設定して密着力を下げるなどの工夫はできます。
サポートルーフを有効にする(Enable Support Roof)
サポートルーフの有効、無効を個別に切り替えることができます。
サポートフロアを有効にする(Enable Support Floor)
サポートフロアの有効、無効を個別に切り替えることができます。なお、サポートがビルドプレート上から発生する場合はサポートフロアは生成されません。
サポートインタフェース厚さ(Support Interface Thickness)
サポートインターフェースの厚さをmmで指定します。サポートルーフとサポートフロアを同時に変更できます。
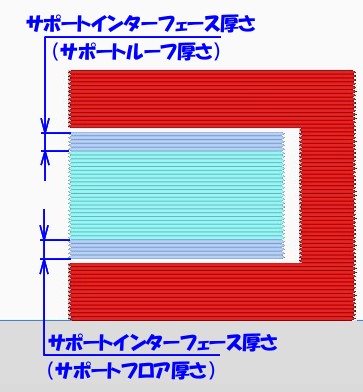
サポートルーフ厚さ(Support Roof Thickness)
サポートルーフの厚さを個別に設定できます。サポートルーフが乗る通常のサポートは密度が低いことが多く、サポートルーフのブリッジ距離が長くなり弛みが発生しがちです。この弛みが十分に修復できる厚さを指定するとよりきれいな面ができますが、時間が掛かってしまいます。
サポートフロア厚さ(Support Floor Thickness)
サポートフロアの厚さを個別に設定できます。サポートルーフとは目的が違いますので、あまり厚い層は必要ない気がしています。
サポートインタフェース解像度(Support Interface Resolution)
Curaがスライスするときには、サポートインターフェースを生成する場所を特定するために、サポートとモデルの場所を定期的に確認しているらしいですが、ここでは、その確認の頻度を設定します。大きい値を設定するとスライスの速度が早くなりますが、サポート上下のモデルが非常に薄い場合に、サポートインターフェースが生成されず、通常のサポートが印刷されることがあるようです。
未だ遭遇したことがないので、ちょっとプレビュー上で確認してみました。左図がデフォルトの解像度 0.3mm で中央図が 0.4mm、右図が 0.5mmです。オーバーハング部の厚さは一番上が 0.1mm で、下に向かうほど 0.1mm 増えて、一番下のビルドプレートに触れている部分が 0.7mmです。レイヤー高さは0.1mmにしています。
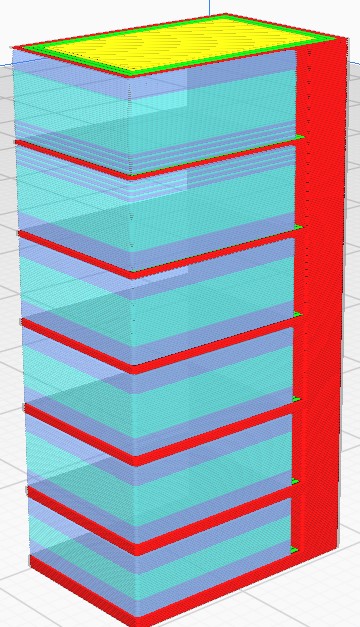
0.3mmより厚いオーバーハングは
正常にインターフェースが生成される。
0.4mmオーバーハングのサポートフロアより下は問題なし。
0.3、0.4 の傾向から0.6mmのオーバーハングは大丈夫かと思ったけど、アウトっ。
ちなみに、解像度を1.0mmに上げても一番上と下は正常でした。
サポートインタフェース密度(Support Interface Density)
サポートインターフェースの密度を設定します。サポートルーフとサポートフロアを同時に設定できます。

サポートルーフ密度(Support Roof Density)
サポートルーフの密度を個別に設定します。
サポートルーフライン距離(Support Roof Line Distance)
サポートルーフの隣接するラインの間隔で密度を設定します。通常はサポートルーフ密度から計算された値が入力されます。
サポートフロア密度(Support Floor Density)
サポートフロアの密度を個別に設定します。
サポートフロアライン距離(Support Floor Line Distance)
サポートフロアの隣接するラインの間隔で密度を設定します。通常はサポートフロア密度から計算された値が入力されます。
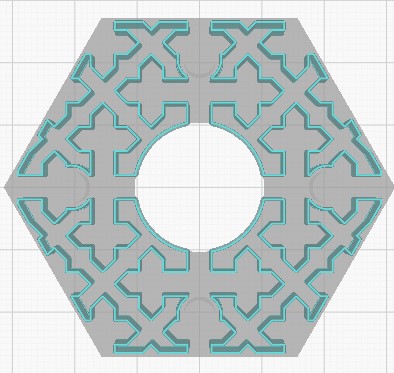
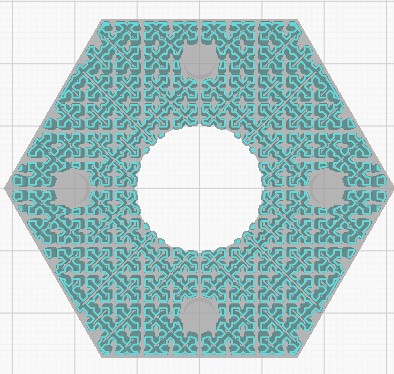
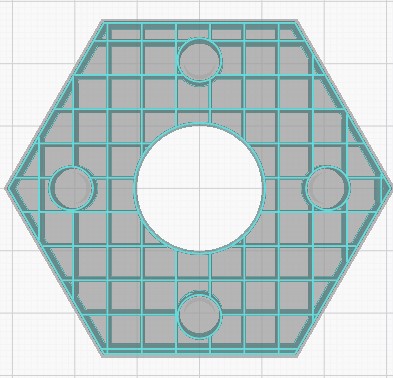
サポートインタフェースパターン(Support Interface Pattern)
サポートインターフェースのパターンを5種類の中から選択できます。通常のサポートのパターンと同じパターンを選択するとまずい場合があります。例えば、密度の低い同心円の上に密度の高い同心円は印刷できないことは想像できると思います。ラインの角度次第では、ジグザグやラインも怪しくなります。
下図はすべて密度100%のパターンです。
サポートルーフパターン(Support Roof Pattern)
サポートルーフのパターンを個別に選択できます。より平坦な面を求めるなら、密度100%でも隙間が発生するグリッドやトライアングルは選択から外れますが、サポート除去を考えると捨てがたい選択です。
サポートフロアパターン(Support Floor Pattern)
サポートフロアのパターンを個別に選択できます。
最小サポートインターフェイス領域(Minimum Support Interface Area)
ここで設定した面積よりも狭い領域にはサポートインターフェースは生成されず、通常のサポートが生成されます。
最小サポートルーフ領域(Minimum Support Roof Area)
サポートルーフにおける最小サポートインターフェイス領域を個別に設定します。
最小サポートフロア領域(Minimum Support Floor Area)
サポートフロアにおける最小サポートインターフェイス領域を個別に設定します。
サポートインターフェイス水平展開(Support Interface Horizontal Expansion)
この設定により、サポートインターフェースは水平方向のすべての向きに拡張されます。モデルと干渉する方向には [サポートXY距離] の値が適用されるため、拡張が制限され干渉することはありません。
サポートインターフェースとその上のモデルの終端が同じ位置である場合、モデルの端が垂れる可能性があるため、これを防ぎます。特にグリッドやトライアングルのパターンなどはインターフェースにウォールが設定できないため垂れやすくなります。
なお、[サポート水平展開] より大きい値を設定することは出来ません。
サポートルーフ水平展開(Support Roof Horizontal Expansion)
サポートルーフのみの展開量を設定できます。
サポートフロア水平展開(Support Floor Horizontal Expansion)
サポートフロアのみの展開量を設定できます。
サポート面のライン方向(Support Interface Line Directions)
ここの翻訳のみ何故だか”面”となっていますが、インターフェースのことです。サポートインターフェースのラインの向きを指定します。下面のラインに対してできるだけ垂直に向けるとブリッジ距離が短くなります。サポートインフィルのラインの向きと同様に、コンマで区切って複数の方向に印刷できます。
サポートルーフライン方向(Support Roof Line Directions)
サポートルーフのライン方向を個別に設定できます。
サポートフロアライン方向(Support Floor Line Directions)
サポートフロアのライン方向を個別に設定できます。
ファン速度上書き(Fan Speed Override)
通常時のファン速度は 「冷却」カテゴリーの [標準ファン速度] に設定された値に従い回転しています。サポート印刷時もこの速さです。ここを有効にするとサポート上にあるスキンを印刷するときのみファン速度を速くしてサポートとの密着力を下げるよう変更できます。変更されるのはサポート直上の1層のみで次の層からは標準速度に戻ります。また、直上の層でもアウターウォールやインナーウォールは標準速度で回転します。
PLAの印刷をしている時はおそらく標準速度がすでに100%なので、ここの設定は意味をなしません。
サポート対象スキンファン速度(Supported Skin Fan Speed)
[ファン速度上書き] が有効の時にのみ設定できる項目で、サポート上のスキンを印刷する時のファン速度を指定します。
なお、サポートされていないオーバーハング領域については「実験」カテゴリーの [ブリッジ設定を有効にする] を有効にするとファンに関する項目が出てきます。
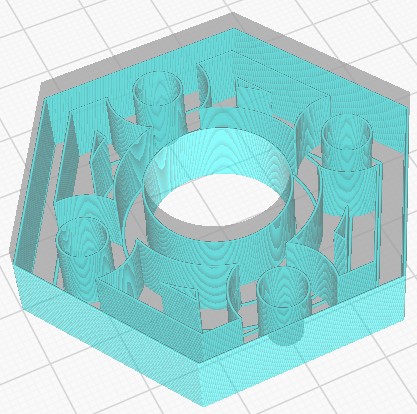
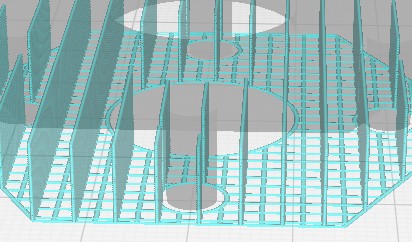
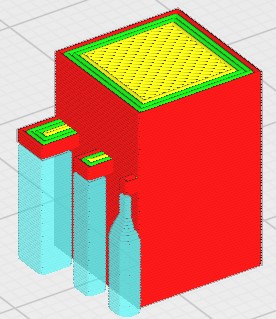
使用タワー(Use Towers)
サポートしなければならないオーバーハングの面積が狭い場合、生成されるサポートも細くて倒壊の可能性が高まります。サポートタワーを有効にすると根本の太い頑丈なサポートを生成することが出来ます。ツリーサポートに似ていますが、タワーが生成されるのは、しきい値以下の面積のみで、他の部分は標準のサポートが生成されます。
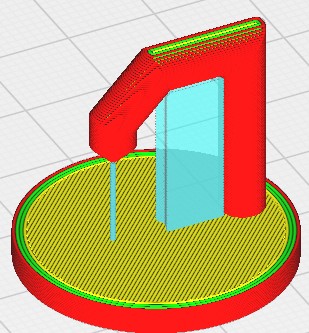
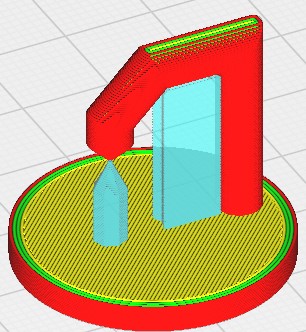
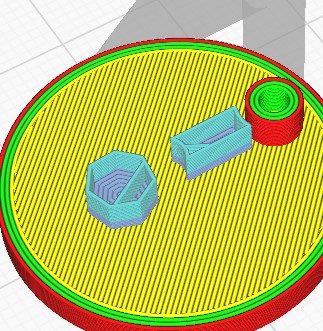
オーバーハングが円柱状でなく、細長い形状でもしきい値以下の面積であればタワーが生成されます。また、根本が太くてもモデルとの干渉は避けてくれるので、壁際の狭小オーバーハングのサポートにも使えます。
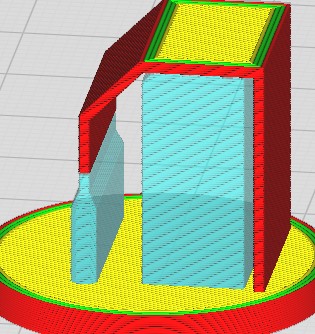
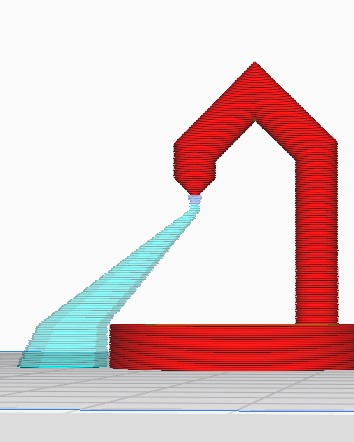
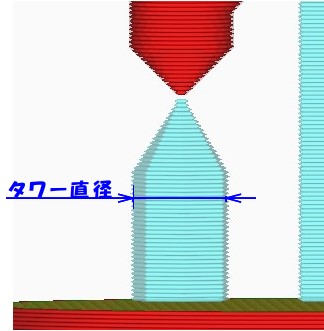
タワー直径(Tower Diameter)
タワーの根本部分の太さを指定します。Diameterとあるので円形のタワーが出来て直径を指定するのかと思いきや生成されるタワーは多角形のようです。
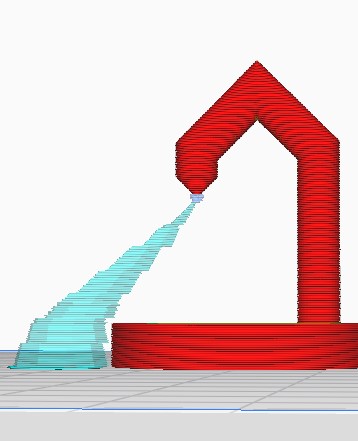
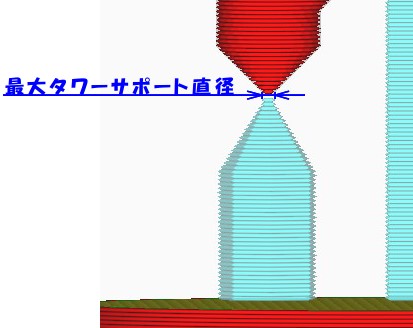
最大タワーサポート直径(Maximum Tower Supported Diameter)
通常のサポートとサポートタワーのどちらを生成するかのしきい値を設定します。サポートしなければならないオーバーハングの大きさが、ここで設定した値よりも小さい場合にサポートタワーが生成されます。
タワールーフ角度(Tower Roof Angle)
サポートタワーの根本の太さから先端に至る角度を指定します。