
- 印刷温度(Printing Temperature)
- 初期レイヤー印刷温度(Printing Temperature Initial Layer)
- 初期印刷温度(Initial Printing Temperature)
- 最終印刷温度(Final Printing Temperature)
- ビルドプレート温度(Build Plate Temperature)
- 初期レイヤーのビルドプレート温度(Build Plate Temperature Initial Layer)
- スケールファクタ収縮補正(Scaling Factor Shrinkage Compensation)[5.0.0 以降]
- フロー(Flow)
- 初期レイヤーフロー(Initial Layer Flow)
印刷温度(Printing Temperature)
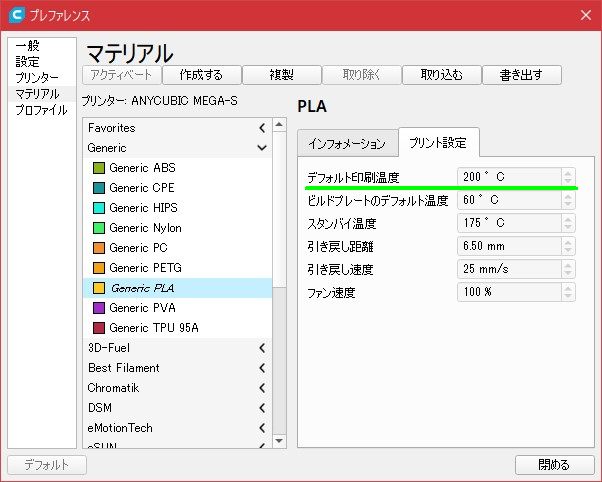
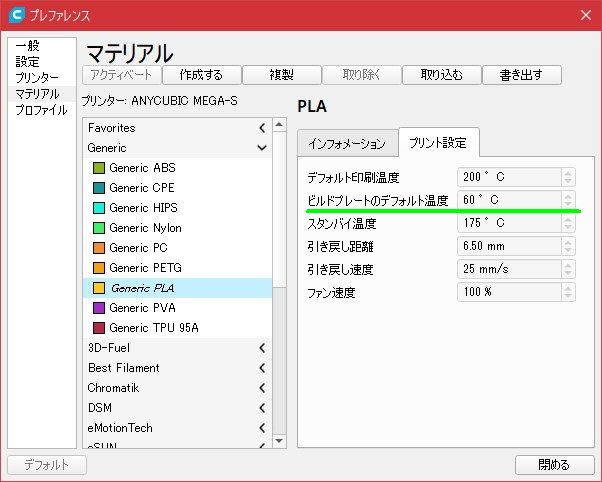
印刷中のノズルの温度を指定します。ノズルの温度は利用するフィラメントの流れ方に大きな影響を与えます。温度が高いと粘度が下がり、より流動的になりますので、ノズルを通過するときの内部抵抗が低下し、より早く材料を押し出すことが出来ます。レイヤー高さが高い時、ライン幅が広い時、より早く印刷したいときは、温度を高めにすると良い場合があります。ただし、押し出されたフィラメントが冷えるまでの垂れが多くなりますので、オーバーハングに弱くなります。また、糸引きが多くなる原因にもなります。温度が低すぎた場合には、押し出し抵抗が増えフィーダーでのフィラメントの破損が起こりかねません。温度はフィラメントの種類により適切な温度範囲があり、ここにデフォルトで設定されている値は、プリファレンスのマテリアルに登録されているものです。
初期レイヤー印刷温度(Printing Temperature Initial Layer)
ビルドプレートに触れる最初のレイヤーを印刷するときに他のレイヤーと違う温度を指定できます。通常は [印刷温度] と同じ値が設定されます。わずかに温度を上げると密着性の増加と反りの減少に効果が期待できます。
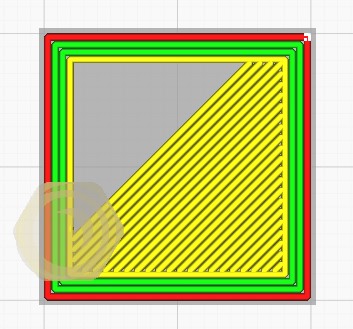
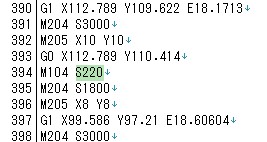
二層目の印刷に移動したときに初期レイヤーの高い温度で印刷するとオーバーハングの劣化や糸引きの原因になりかねないので、初期レイヤーの印刷途中でノズル温度を下げる命令が下されます。この時のタイミングは温度差によって変わってきます。
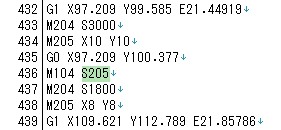
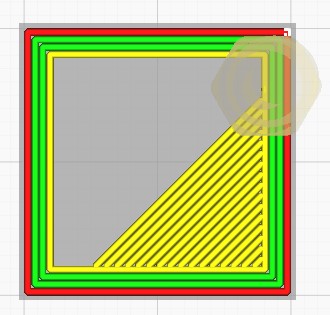
下図は印刷温度が190度で、初期レイヤー温度が205度と220度の時の温度変更のタイミングを比較したもので、Gコードで変更があった時のノズルの位置を表しています。スキンの印刷途中で変更されていますが、温度差が大きいほうが早めに司令されます。(変更タイミングの差をはっきりと見るため非常に大きな温度差を設定していますが、通常こんなに大きな温度差は設定しません。誤解なきようお願いします。)
初期印刷温度(Initial Printing Temperature)
この設定はエクストルーダーが複数ついている3Dプリンターで設定するもので、スタンバイ状態からスイッチされた時の印刷開始温度です。私が使っているMega-sでは関係ありませんので表示されないはずなのですが、なぜだか表示されます。Mega-sの場合、ここの値はGコードのどこにも影響がありません(変更されたことは記録されます。)ので、もし、変な値が入っていたとしても動作に影響はありません。
2021/10/26 追記
「動作に影響はありません」と断言していましたが、4.10.0のバージョンから付属するようになったAnycubic Mega-s/pro 用のプリンタプロファイルでは、Start G-codeに{material_initial_print_temperature}という変数が使ってあり、この変数に、[初期印刷温度] で設定した値が代入されますので、初期層印刷完了間際まで影響を受けることに気が付きました。今更ですが、訂正させていただきます。申し訳ありませんでした。ただ、 言い訳っぽく聞こえますが、温度設定の目的からすると、Start G-codeで使うべきは、[初期レイヤー印刷温度] だと思うので、変数名で言えば、{material_print_temperature_layer_0} です。ということで、本日より、私のStart G-codeの変数を変更したいと思います。なお、他のプリンタプロファイルがどうなのかは検証していませんので分かりません。
最終印刷温度(Final Printing Temperature)
この設定はエクストルーダーが複数ついている3Dプリンターで設定するもので、他のエクストルーダーにスイッチする直前に最終印刷温度まで冷却されます。ノズルからの意図しないフィラメントの流出を防ぐための動作です。こちらもMega-sでは関係ないのに表示されてます。もちろん、Mega-sの場合、ここの値はGコードのどこにも影響がありません(変更されたことは記録されます。)ので、もし、変な値が入っていたとしても動作に影響はありません。
ビルドプレート温度(Build Plate Temperature)
印刷中のビルドプレートの温度を指定します。ビルドプレートの温度は利用するフィラメントの粘着性や収縮をコントロールすることで、密着性の向上に大きな影響を与えます。高温にする程、密着性が増す傾向にありますが、高くしすぎると素材の粘度の影響でエレファントフットが発生することがあります。温度はフィラメントの種類により適切な温度範囲があり、ここにデフォルトで設定されている値は、プリファレンスのマテリアルに登録されているものです。
初期レイヤーのビルドプレート温度(Build Plate Temperature Initial Layer)
ビルドプレートに触れる最初のレイヤーを印刷するときに他のレイヤーと違う温度を指定できます。通常は [ビルドプレート温度] と同じ値が設定されます。わずかに温度を上げると密着性の増加と反りの減少に効果が期待できます。
二層目に移る時の温度変更のタイミングは、印刷温度の時とは異なり、温度差の大小に関わりなく2層目の印刷と同時に変更されます。但し、その温度になるまでしばらく時間がかかります。
スケールファクタ収縮補正(Scaling Factor Shrinkage Compensation)[5.0.0 以降]
印刷時と冷却後の温度差のためモデルに寸法誤差が発生することがあります。この誤差が問題になる場合、冷却後の寸法を望みのサイズに近づけるために印刷時のサイズを大きさの割合で指定することが出来ます。100%が等倍で、値が大きくなるほど印刷時のサイズが拡大されます。どの程度の値が適当なのかは使うフィラメントや印刷条件で変わってきますので、どこかからデータを探してくるか試行錯誤で値を求める必要があります。下図は拡大の様子を分かりやすくするため極端な値(105%)での例となっています。通常、1%未満の僅かな変動率となります。[スケールファクタ収縮補正]の設定はXYZ各軸同じ割合で拡縮されます。XY方向、Z方向を別々に設定したいときは[水平スケールファクタ収縮補正]および[垂直スケールファクタ収縮補正]で設定します。

Z軸方向は図には現れていませんが、5%高くなります。ただし、[レイヤー高さ]による制限があります。
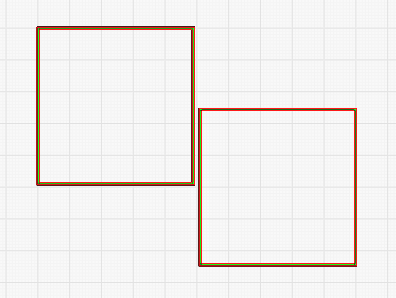
スケーリングはモデルの中心を基準にして行われます。モデルを単品で印刷する場合はそのモデルの中心が基準となりますので、テーブル上のどこに配置してもスケーリングの方向は同じです。下図は50mm角の薄い壁を印刷したときの、元のモデルサイズとスケーリング後のサイズを表しています。補正値は110%という極端な値を設定しています。
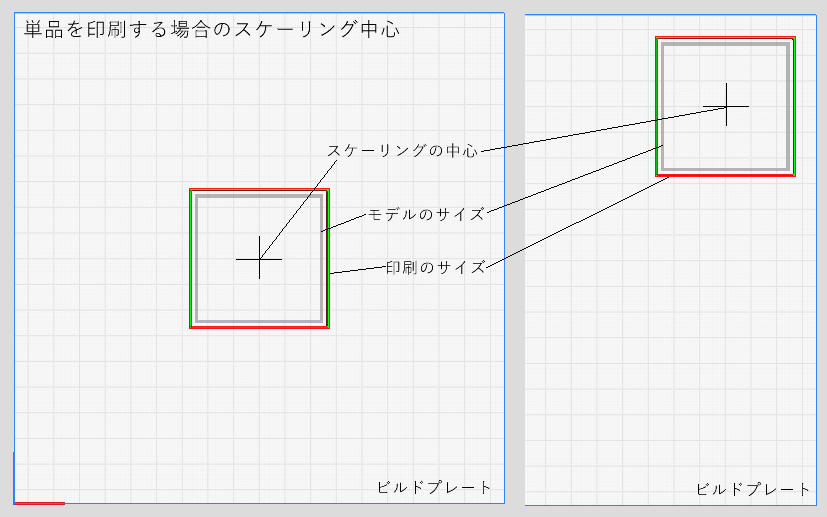
一方、複数のモデルを印刷するときは全モデルの中心が基準となり、すべてのモデルがそこを基準としますので、モデルの配置次第でスケーリングの方向が異なってきます。
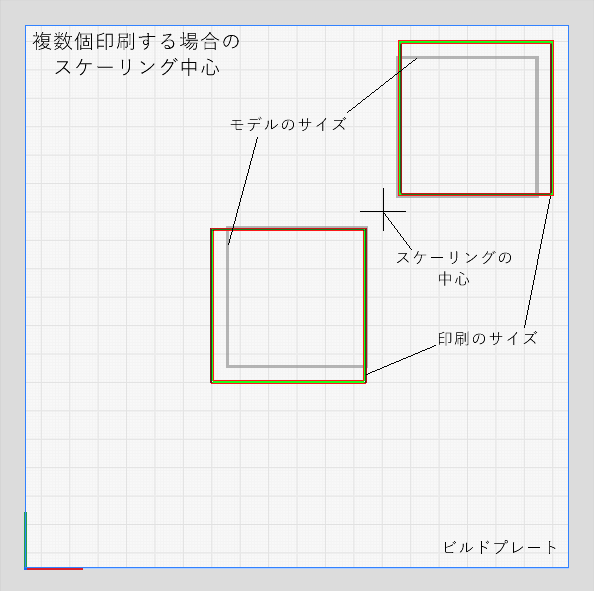
これは、モデル配置時にモデル同士の干渉がなければ、後でスケーリングの設定をしても互いに干渉し合わないことを意味します。ただし、スケーリングの結果、印刷可能範囲を超えてしまった場合はスライス時にエラーが発生してスライス出来ません。
なお、言うまでもありませんが、Z軸方向のスケーリング基準はビルドプレート上面です。XY同様に高さ方向の印刷範囲を超えてしまうとスライス出来ません。
水平スケールファクタ収縮補正(Horizontal Scaling Factor Shrinkage Compensation)[5.0.0 以降]
モデル冷却による収縮を補正する場合の水平方向(XY方向)の補正値を設定します。XとYを個別に指定できませんので、縦横比の大きいモデルでラインの向きが一方向に偏っている場合などで、寸法に精度を求めるときには、従来のスケーリング機能を使うことになると思います。
垂直スケールファクタ収縮補正(Vertical Scaling Factor Shrinkage Compensation)[5.0.0 以降]
モデル冷却による収縮を補正する場合の垂直方向(Z軸方向)の補正値を設定します。垂直方向はXY方向と違ってレイヤー高さ未満の補正は出来ませんので注意が必要です。例えば、[レイヤー高さ]を0.2mmの設定で印刷した場合、ここの補正により計算上0.1mm前後高くなったとしても、高さ方向の印刷結果は全く変化していないか、0.2mm高くなるかのどちらかです。
番外編【従来のスケーリングとの違い】
バージョン5.0.0で[スケールファクタ収縮補正]という項目が出来るまでは、Cura画面の左側にあるスケーリングのアイコンを選択してモデルの拡大縮小を行っていました。両者に何か機能的な差はあるのでしょうか? 違いを見てみます。
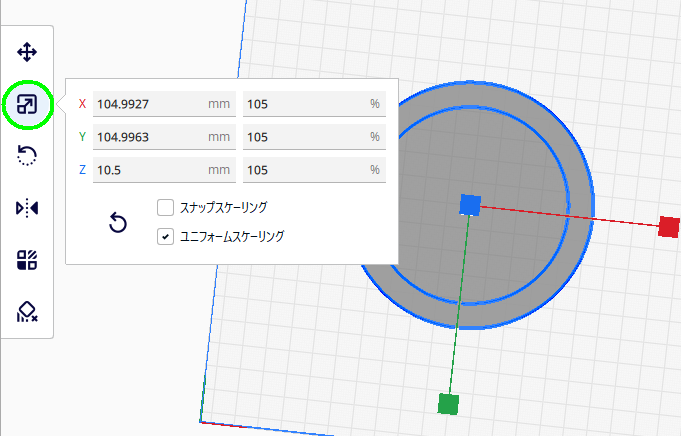
まずは、上図からも分かりますように、従来のスケーリングでは水平方向がX、Y別々に設定できます。この点においては従来の方が機能的です。また、%だけでなく実際の大きさが分かるのも地味にありがたいです。
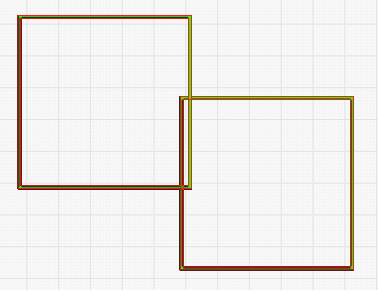
続いて、複数のモデルを配置したときの事を考えてみます。下図のように僅かな隙間を持たせて配置したとします。
[スケールファクタ収縮補正]で拡大すると、重なることなくスライスされますが、
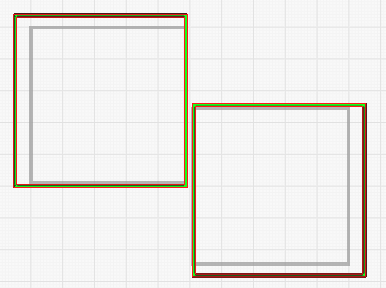
従来のスケーリングだと、しっかり重なりますので、配置し直す必要があります。
ということで、複数モデルを印刷する場合は、[スケールファクタ収縮補正]の勝ちですかね。
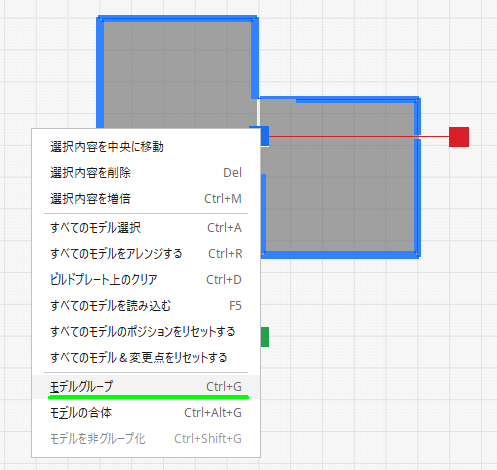
でも、拡大する前にグループ化しておくと重ならなくなるんですよね。一手間いるけれど。
てなわけで、私の使い分けは、拡大率が分かっていて気軽にスケーリングしたい場合は、[スケールファクタ収縮補正]で、拡大率を探るときやXとYを微妙に変えたいときは従来のスケーリングってな感じでしょうか。
フロー(Flow)
フローとは押し出す必要のあるフィラメントの量で、通常、レイヤー高さ、ライン幅、ライン長さのスペースを満たすように計算されます。ここではその値を100%として増減量を指定します。増減させるのには何らかの理由(例えばノズルのつまり)があるはずで、ここで調整するのは簡単ですが、根本的な原因の解決を優先すべきです。
ここでは、ウォール、スキンなどの部位すべて(初期レイヤーフローを除く)のフローを一度に変更できます。
なお、「品質」の [ライン幅] を変更した際は、フローと供に、ライン間隔も調整されますが、フローの変更によりライン幅が増減する場合にはライン間隔は調整されません。
壁のフロー(Wall Flow)
この設定はウォールのフローを設定します。ここでは、アウターウォールとインナーウォールを同時に設定できます。
外壁のフロー(Outer Wall Flow)
この設定はアウターウォールのフローを個別に設定します。
内壁のフロー(Inner Wall(s) Flow)
この設定はインナーウォールのフローを個別に設定します。
上面/下面フロー(Top/Bottom Flow)
この設定はトップスキン、ボトムスキンのフローを設定します。
上部表面スキンフロー(Top Surface Skin Flow)
この設定は、「トップ/ボトム」の [上部表面レイヤー] で 1 以上を設定したときに表示されます。トップスキンのうち、設定した数のレイヤーのみのフローを調整します。
インフィルフロー(Infill Flow)
この設定はインフィルのみのフローを調整します。
スカート/ブリムのフロー(Skirt/Brim Flow)
この設定は、スカートもしくはブリムのフローを調整します。この値を増やすとフィラメントがより強くビルドプレートに押し付けられるので密着性が高まります。他のフロー調整と同様にライン間隔は変更されませんので、増やし過ぎには注意が必要です。
支持材のフロー(Support Flow)
この設定は、サポートのフローを調整します。
支持材界面フロー(Support Interface Flow)
この設定は、サポートインターフェイスのフローを調整します。ここでは、サポートルーフをサポートフロアを同時に設定できます。
支持材天井面フロー(Support Roof Flow)
この設定は、サポートルーフのフローを個別に調整します。
支持材床面フロー(Support Floor Flow)
この設定は、サポートフロアのフローを個別に調整します。
プライムタワーのフロー(Prime Tower Flow)
この設定はエクストルーダーが複数ついている3Dプリンターで設定するもので、プライムタワーを印刷する時のフローの調整です。Mega-sでは関係ありません。Gコードにも影響はありません。
初期レイヤーフロー(Initial Layer Flow)
ビルドプレートに触れる最初のレイヤーを印刷するときに他のレイヤーと違うフローを設定できます。フローを増やすとビルドプレートへの密着性が高まります。ビルドプレートとノズルの隙間が調整不良の場合のリカバリーにも使えたりしますが、やはりそこは根本的な原因を取り去るべきです。